Специальные требования к инструментам для работы с резьбой М30х2
Для работы с резьбой М30х2 требуется использование специальных инструментов, которые соответствуют нормативным параметрам и допускам. Основные требования к инструментам можно найти в ГОСТ 6111-52.
Внутренняя поверхность резьбы М30х2 должна наноситься с соблюдением правил и нормативного диаметра. Допуски на внутренний диаметр и параметры профиля резьбы метрической резьбы М30х2 указаны в таблицах ГОСТ 6111-52.
Для резьбы М30х2 также могут быть использованы другие виды резьб, такие как ГОСТ 6357-81 (BSPP), ИСО 11709-81 (BSP), ГОСТ 8724-2002 (резьбовой CNG-баллонов транспортного назначения), ГОСТ 9484-81 (резьба упорная с углом 60°), ГОСТ 9909-81 (коническая трапецеидальная резьба).
Метрическая резьба М30х2
Метрическая резьба М30х2 имеет номинальный диаметр 30 мм и шаг 2 мм. В таблицах стандарта ГОСТ 6111-52 можно найти полную информацию об этой резьбе, включая допустимые отклонения параметров профиля и диаметра.
Резьбовой CNG-баллонов
Резьба CNG-баллонов имеет номинальный диаметр 30 мм и шаг 2 мм. Параметры профиля и допуски внутреннего диаметра регулируются стандартом ГОСТ 8724-2002.
В некоторых случаях могут использоваться другие виды резьб, такие как BSP, BSPP, упорная резьба с углом 60° и коническая трапецеидальная резьба. Параметры и допуски для этих резьб можно найти в соответствующих стандартах.
Проверим знания
 1. Почему резьба на чертеже изображается условно? 2. Чем отличаются между собой условные обозначения метрической резьбы с мелким и крупным шагом? Приведите примеры. 3. Какой шаг указывают в обозначении резьбы? 4. Дочертите условное изображение резьбы М 20х1,5 на стержне, длина резьбы 40 мм. Начертите вид слева.
1. Почему резьба на чертеже изображается условно? 2. Чем отличаются между собой условные обозначения метрической резьбы с мелким и крупным шагом? Приведите примеры. 3. Какой шаг указывают в обозначении резьбы? 4. Дочертите условное изображение резьбы М 20х1,5 на стержне, длина резьбы 40 мм. Начертите вид слева. 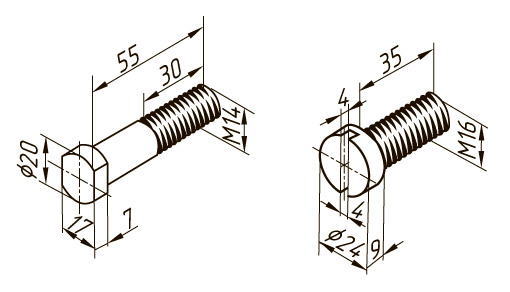 5. Определите, в чем отличие гаек друг от друга, если их обозначение Гайка М 24 и Гайка М 24х2. 6. По наглядному изображению выполните эскизы деталей с резьбой. Определите вид крепежного изделия.7. Какие данные необходимы для вычерчивания болтов, гаек, шпилек и винтов по стандартным размерам? 8. Определите тип резьбы, наружный диаметр и шаг резьбы.
5. Определите, в чем отличие гаек друг от друга, если их обозначение Гайка М 24 и Гайка М 24х2. 6. По наглядному изображению выполните эскизы деталей с резьбой. Определите вид крепежного изделия.7. Какие данные необходимы для вычерчивания болтов, гаек, шпилек и винтов по стандартным размерам? 8. Определите тип резьбы, наружный диаметр и шаг резьбы.
Технологии обработки резьбы М30х2
Для обработки резьбы М30х2 используется нормативный документ ГОСТ 24738-81, который содержит основные параметры данного типа резьбы. В таблицах норматива приведены значения допуска наружного диаметра, номинального диаметра, угла и другие параметры, необходимые для правильного изготовления резьбы.
В резьбу М30х2 наноситься упорная крестообразная резьба в поле диаметра 33 мм. Резьба имеет метрическую форму и угол 60°. Знак 30 обозначает номинальный диаметр резьбы в мм, а цифра 2 означает шаг резьбы.
Резьба М30х2 также может быть использована в соединениях с резьбовыми элементами других резьбовых пар, например, на вентилях или фланцах, где также применяется резьба М30х2
В таких случаях важно соблюдать нормативные параметры резьбы для правильного соединения
Для обозначения резьбы М30х2 используются специальные обозначения, которые приведены в ГОСТ 24738-81. Например, в таблицах норматива могут быть указаны обозначения вида М30х2 (наружний диаметр резьбы), М30х2 (полная резьба с наружным и внутренним диаметрами), а также обозначение вида М30х2 (диаметр и шаг резьбы).
| Обозначение | Описание |
|---|---|
| М30х2 (наружний диаметр резьбы) | Используется для обозначения наружного диаметра резьбы |
| М30х2 (полная резьба с наружным и внутренним диаметрами) | Используется для обозначения полной резьбы с указанием наружного и внутреннего диаметров |
| М30х2 (диаметр и шаг резьбы) | Используется для обозначения диаметра и шага резьбы |
Для обработки резьбы М30х2 могут быть использованы различные технологии, такие как резьбонарезание, резьбообразование или нарезка резьбы на станках с ЧПУ. В зависимости от требуемых размеров и допусков, а также от материала детали, выбираются оптимальные технологии обработки резьбы.
Таким образом, знание основных параметров резьбы М30х2 и умение правильно обрабатывать данную резьбовую пару является важным навыком для специалистов, занимающихся изготовлением деталей с резьбой М30х2.
Преимущества основной резьбы
Основная или стандартная резьба с крупным шагом – наиболее распространенный вид, применяемый для изготовления надежных и недорогих крепежей. К их преимуществам относят:
- простоту производства с достаточным классом точности;
- быстрый монтаж и демонтаж крепежей;
- возможность нанесения на материалы разного класса прочности;
- применяется для крепежей разного типа, обеспечивая их длительную эксплуатацию;
- высокая сопротивляемость при нагрузке в направлении продольной оси;
- метизы со стандартной резьбой имеют приемлемую цену.
Все это делает метизы с основной резьбой исключительно популярными, они могут закрепляться непосредственно в теле детали, с помощью гаек с шайбой или гровером, чтобы избежать самостоятельного раскручивания под нагрузкой. Еще одно преимущество, облегчающее составление технических заданий, – все метизы одного диаметра имеют единый шаг стандартной или основной резьбы, например, для болтов М8 основной шаг резьбы составляет 1,25 мм.
Особенности мелкой резьбы
Для выполнения определенных крепежей требуются особые параметры резьбовых элементов. В этом случае целесообразно использоваться метизы мелким резьбовым соединением. К такому типу крепежных метизов прибегают в тех случаях, когда конструкция подвергается вибрационным, ударным или динамическим нагрузкам.
Особенно часто соединения с мелким шагом витков применяются в машиностроении, а также при соединении тонкостенных деталей, чтобы обеспечить герметичность и прочность конструкции. Еще одна сфера применение мелкой резьбы – разнотипные измерительные инструменты, требующие точной настройки. К преимуществам резьбы с мелким шагом относят:
- повышенная прочность за счет большого количества витков, соприкасающихся крепежных деталей, при одинаковой толщине шпильки и гайки;
- профиль мелкого шага обеспечивает самозатягивание метиза, в отличие от основной резьбы, которая склонна к самораскручиванию;
- при составлении технической документации мелкий резьбовой шаг всегда указывается, в отличие от основного.
Важно знать, что при диаметрах резьбы более 68 мм вся нарезаемая резьба имеет мелкий шаг.
Для каждого диаметра метрической резьбы предлагается несколько вариантов мелкого шага. Данные по шагу резьбы в зависимости от ее диаметра в миллиметрах можно узнать из таблицы:
|
Резьба |
Шаг резьбы Р, мм |
|||
|
Основная резьба М |
Мелкая резьба М |
|||
|
мелкая |
мелкая 2 |
супермелкая |
||
|
M1 |
0.25 |
(0.2) |
— |
— |
|
M1.2 |
0.25 |
(0.2) |
— |
— |
|
M1.4 |
0.3 |
(0.2) |
— |
— |
|
M1.6 |
0.35 |
(0.2) |
— |
— |
|
M1.8 |
0.35 |
(0.2) |
— |
— |
|
M2 |
0.4 |
(0.25) |
— |
— |
|
M2.2 |
0.45 |
(0.25) |
— |
— |
|
M2.5 |
0.45 |
(0.35) |
— |
— |
|
M3 |
0.5 |
(0.35) |
— |
— |
|
M3.5 |
0.6 |
(0.35) |
— |
— |
|
M4 |
0.7 |
0.5 |
— |
— |
|
M5 |
0.8 |
0.5 |
— |
— |
|
M6 |
1.0 |
0.75 |
0.5 |
— |
|
M8 |
1.25 |
1.0 |
0.75 |
0.5 |
|
M10 |
1.5 |
1.25 |
1.0 |
0.75 |
|
M12 |
1.75 |
1.5 |
1.25 |
1.0 |
|
M14 |
2.0 |
1.5 |
1.25 |
1.0 |
|
M16 |
2.0 |
1.5 |
— |
1.0 |
|
M18 |
2.5 |
2.0 |
1.5 |
1.0 |
|
M20 |
2.5 |
2.0 |
1.5 |
1.0 |
|
M22 |
2.5 |
2.0 |
1.5 |
1.0 |
|
M24 |
3.0 |
2.0 |
1.5 |
1.0 |
|
M27 |
3.0 |
2.0 |
1.5 |
(1.0) |
|
M30 |
3.5 |
2.0 |
1.5 |
(1.0) |
|
M33 |
3.5 |
2.0 |
1.5 |
— |
|
M36 |
4.0 |
3.0 |
2.0 |
1.5 |
|
M39 |
4.0 |
3.0 |
2.0 |
1.5 |
|
M42 |
4.5 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M45 |
4.5 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M48 |
5.0 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M52 |
5.0 |
(4.0) 3.0 |
2.0 |
1.5 |
|
M56 |
5.5 |
4.0 |
3.0 (2.0) |
1.5 |
|
M60 |
5.5 |
4.0 |
3.0 (2.0) |
1.5 |
|
M64 |
6.0 |
4.0 |
3.0 |
2.0 (1.5) |
|
M68 |
6.0 |
4.0 |
3.0 |
2.0 (1.5) |

Применение табличной информации
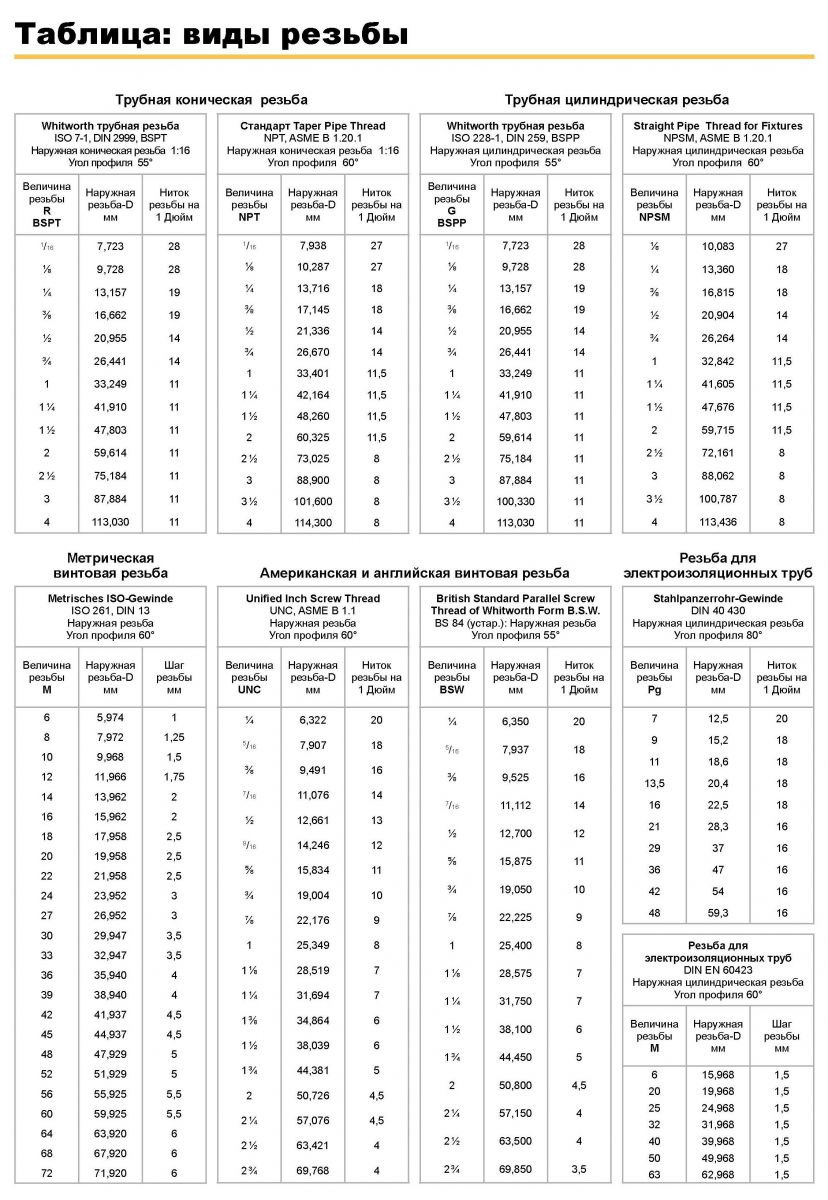
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Резьба многозаходная
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Кроме числа заходов вид многозаходной резьбы определяется формой вырезаемых зубьев.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).

Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Размер и диаметр резьбы М30х2

Резьбовая резьба М30х2 имеет метрический профиль, диаметр 30 миллиметров и шаг резьбы 2 миллиметра. Другими словами, это резьба, на которой 2 полных оборота наносятся на длину 30 миллиметров.
Параметры резьбы М30х2 также определены ANSI/ASME и ГОСТ 8724-2002. Для различных нормативных требований к размерам и диаметрам резьбовой поверхности выбираются различные параметры резьбы М30х2. Например, метрическая резьба М30х2 может быть исполнена как цилиндрическая, так и коническая.
Стандартные параметры резьбы М30х2 широко используются при изготовлении стандартных и упорных элементов, таких как вентили и другие элементы для использования в различных сферах промышленности.
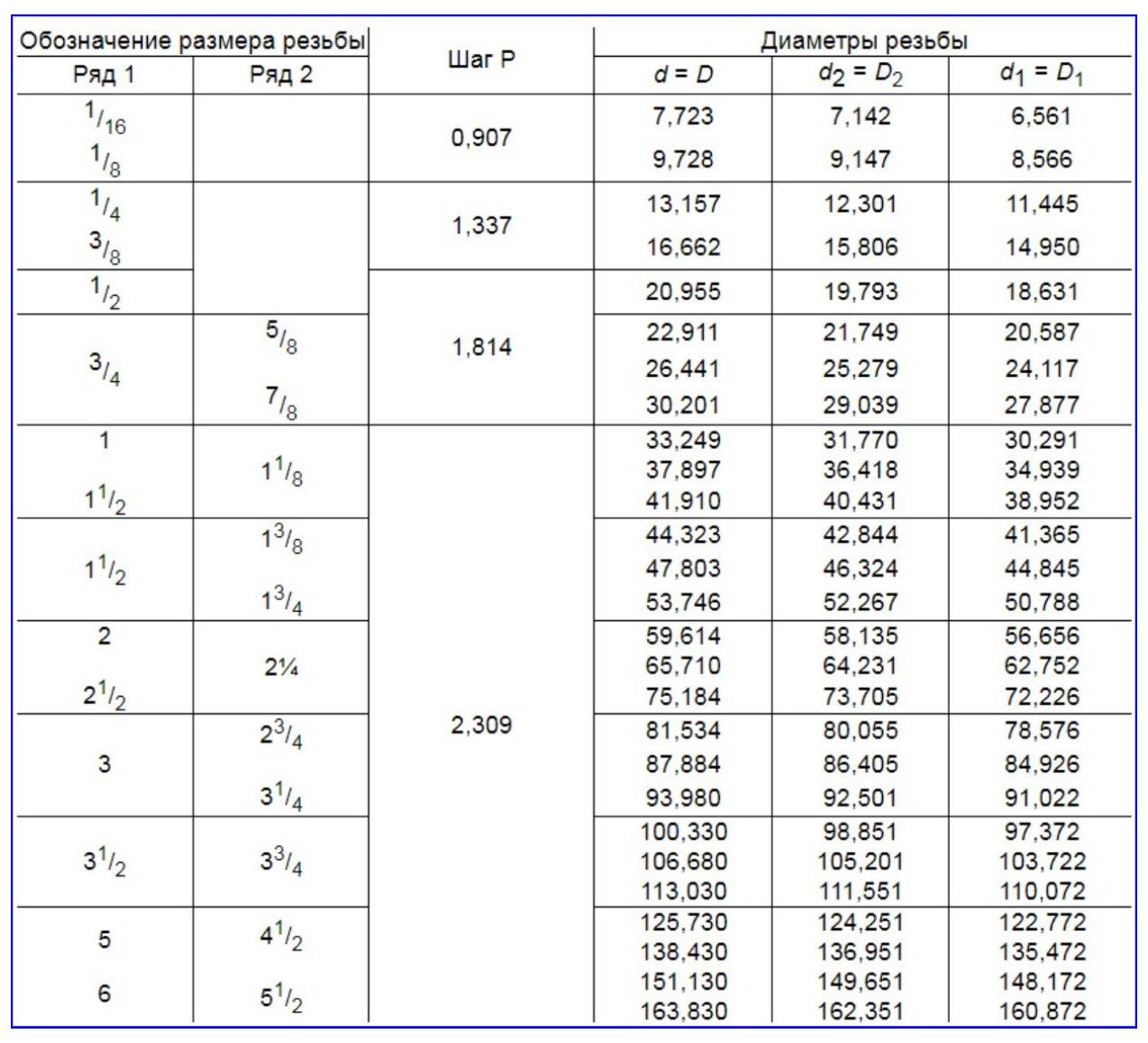
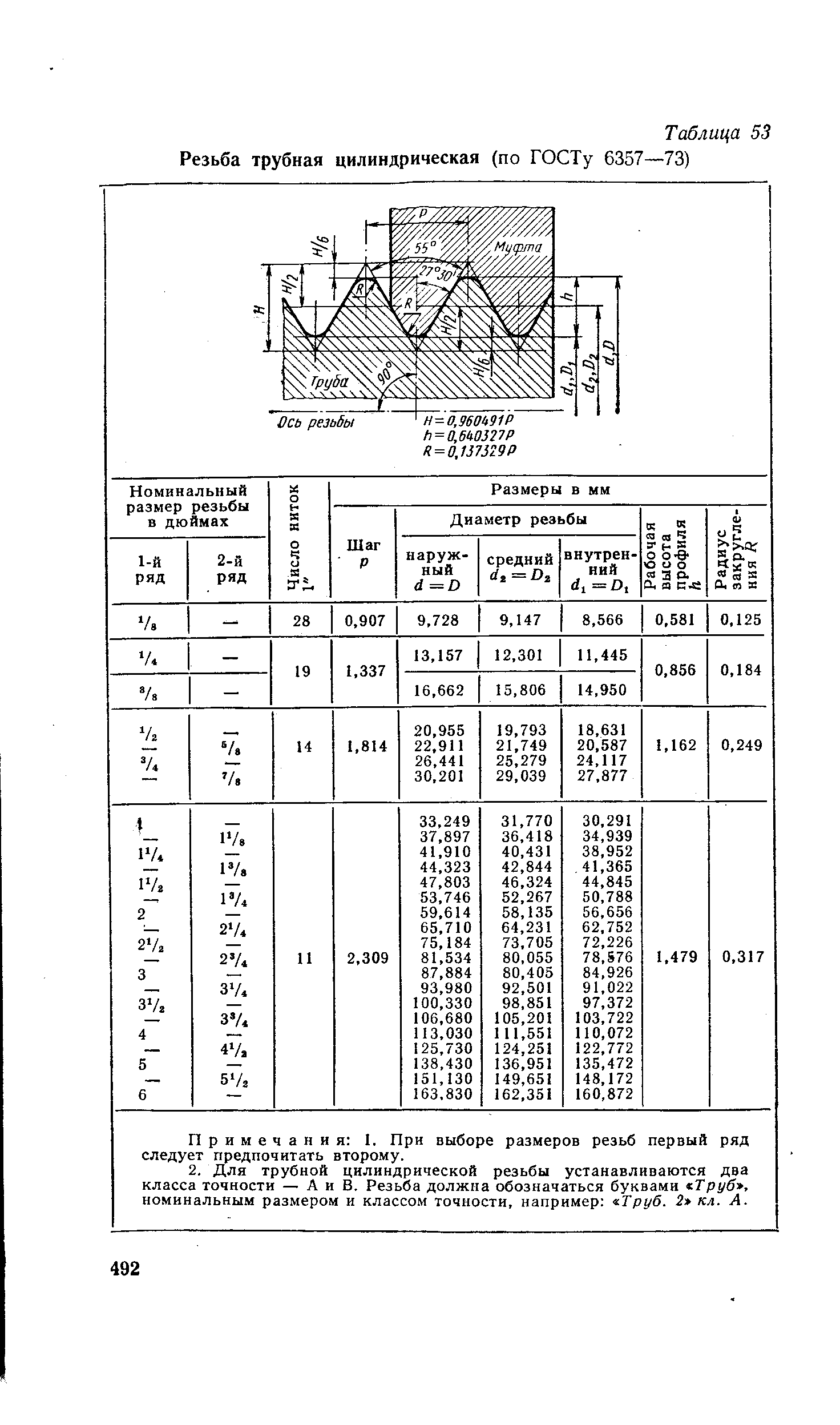
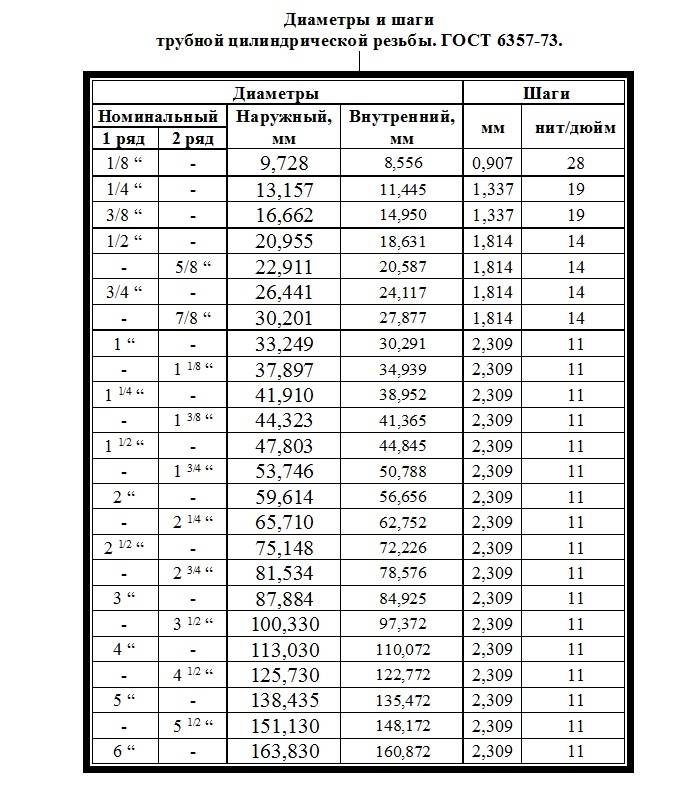
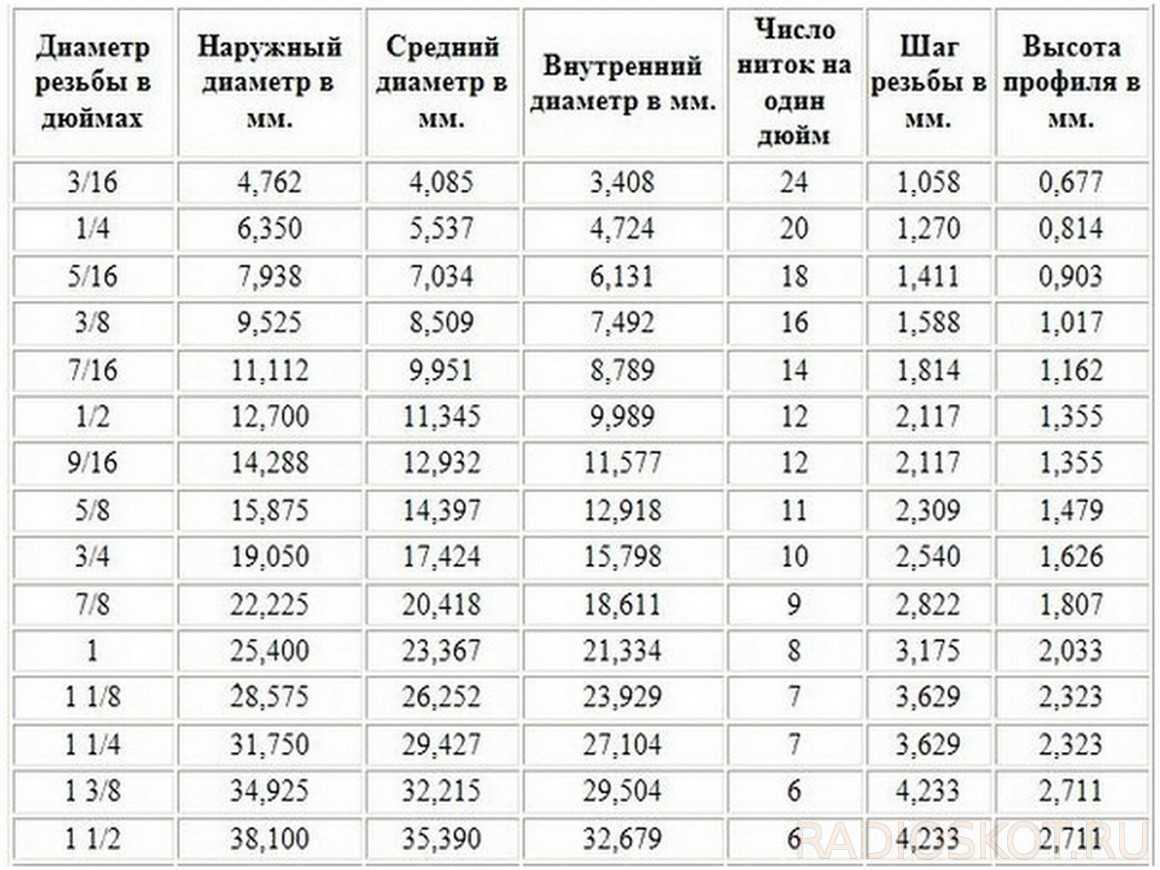
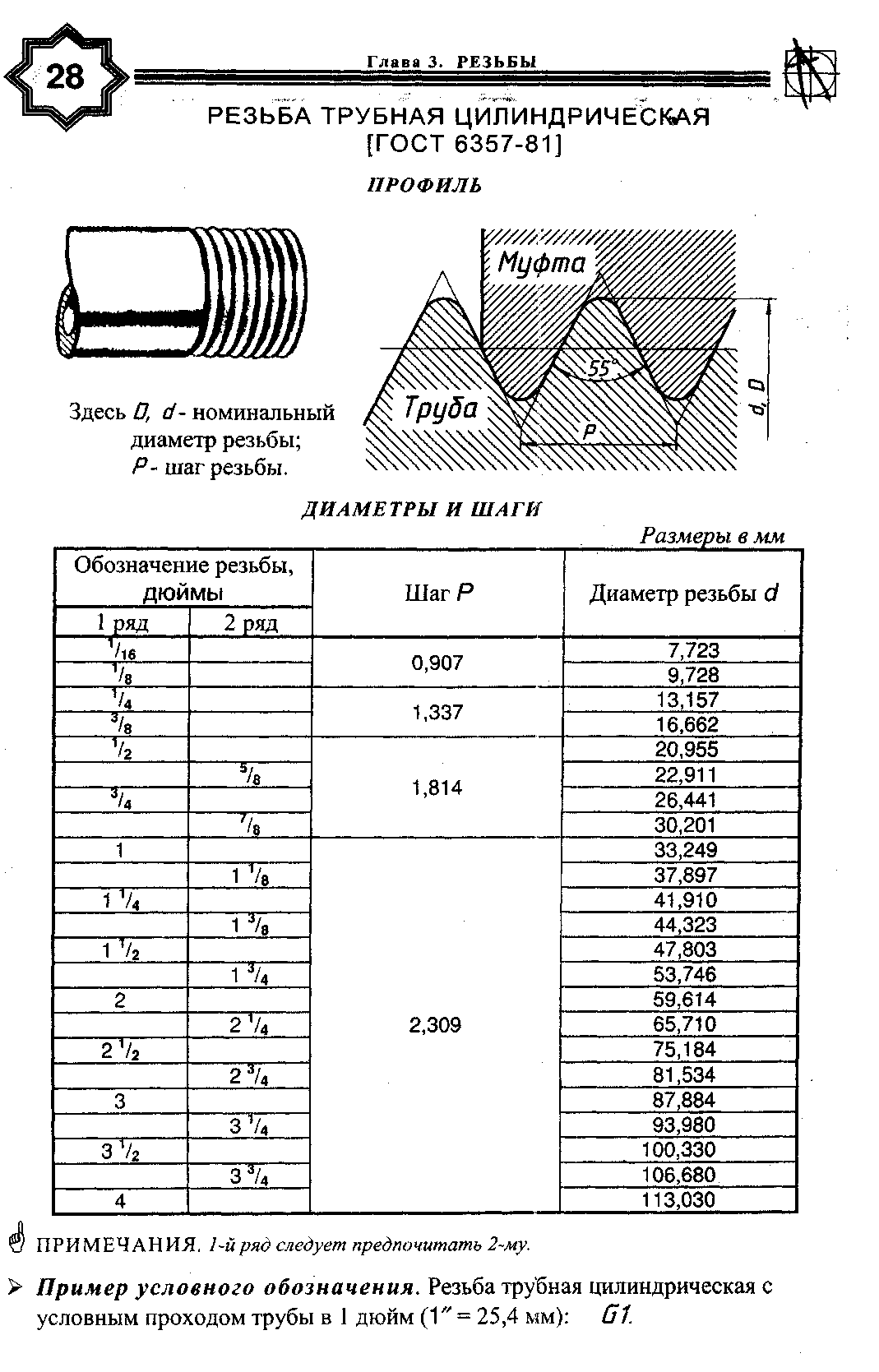
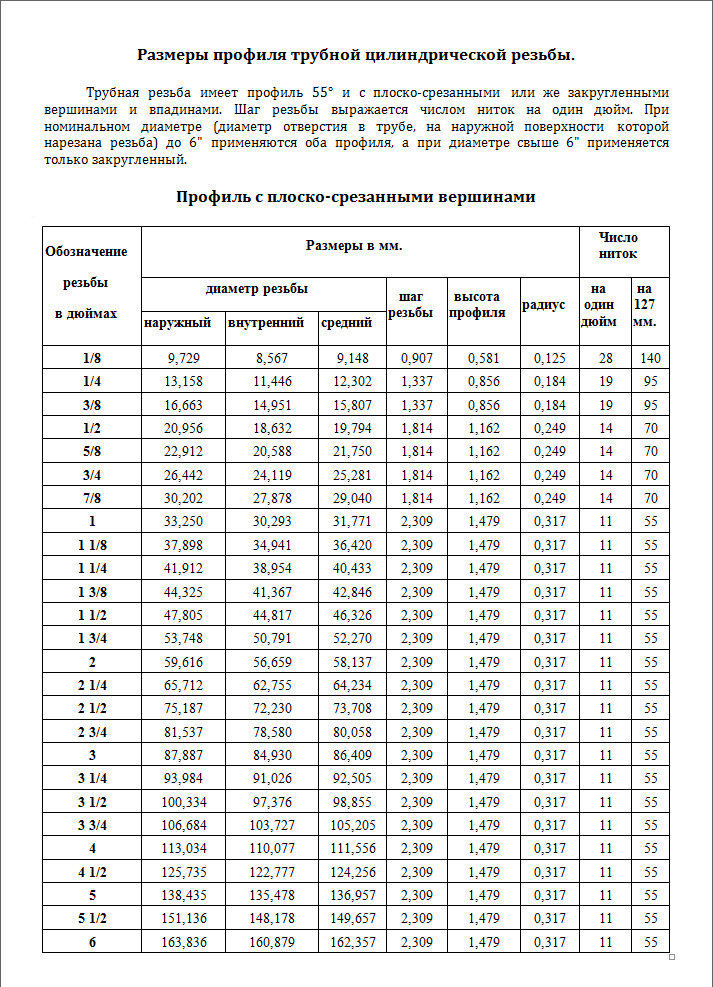
Значения диаметров резьбы М30х2 и его параметры могут быть найдены в таблицах ГОСТ 6357-81 и ГОСТ 10177-82, которые распространяются для использования во многих отраслях промышленности. Таблицы содержат информацию о размерах резьбы, ее прочности и других характеристиках.
Метрическая резьба М30х2 имеет левую резьбу и обозначается буквами М (метрическая) и L (левая). Параметры резьбы М30х2 цилиндрической формы также могут быть указаны шрифтом ГОСТ 10177-82 и ГОСТ 6357-81.
Применение резьбы М30х2
- Резьба М30х2 используется во множестве отраслей промышленности, где требуется надежное соединение деталей.
- Эта резьба широко применяется в машиностроении и металлообработке, где она является одним из стандартов для соединения гаек, болтов и других крепежных элементов.
- Резьба М30х2 также применяется в строительстве для соединения и крепления деталей, например, при монтаже больших металлических конструкций.
- В автомобильной и судостроительной промышленности резьба М30х2 используется при сборке и ремонте различных механизмов и систем.
- Эта резьба может использоваться в производстве электрооборудования, где прочность и надежность соединений играют важную роль.
- Благодаря своей стандартизации, резьба М30х2 удобна в использовании и обеспечивает высокое качество соединений.
- Применение резьбы М30х2 может быть разнообразным и зависит от конкретной отрасли и задачи, где она используется.
Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P — это шаг в 1 мм, а витков — 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM, где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).
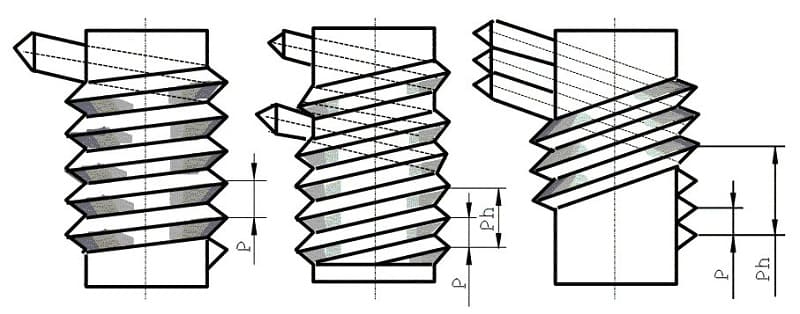
Многозаходная резьба. Основные понятия
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
Читать также: Струбцины для столярных работ
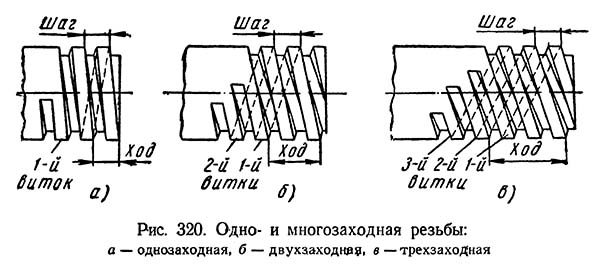
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
Нарезание резьбы
Производится при помощи нескольких способов:
- Резцом и резцовой гребенкой. Выполняется на станке при помощи необходимых резцов, благодаря этому получаются точные калиброванные измерительные приспособления. Используется редко из-за малой скорости изготовления.
- При помощи накатной плашки, в результате проката по телу детали получают поверхность с резьбой. Получается при выдавливании на заготовке при помощи роликов.
- Фрезеровка резьбового соединения удается при использовании специальных инструментов. Фреза врезается в заготовку, постепенно снижаясь на шаг резьбы.
- Шлифовальным оборудованием изготавливают соединение для измерительного оборудования с высокой точностью.
Самостоятельно в условиях гаража можно изготовить внешний профиль крепежа, при этом следует выполнить следующие манипуляции:
- Заготовку закрепить в тисках, ее диаметр должен соответствовать размеру внешней резьбы.
- Подобрать плашку и закрепить в держателе.
- При помощи напильника снять фаску с заготовки, затем промазать маслом.
- Аккуратно опустить плашку на деталь.
- Медленно поворачивая инструмент накручивать его до отметки необходимой длины резьбы.
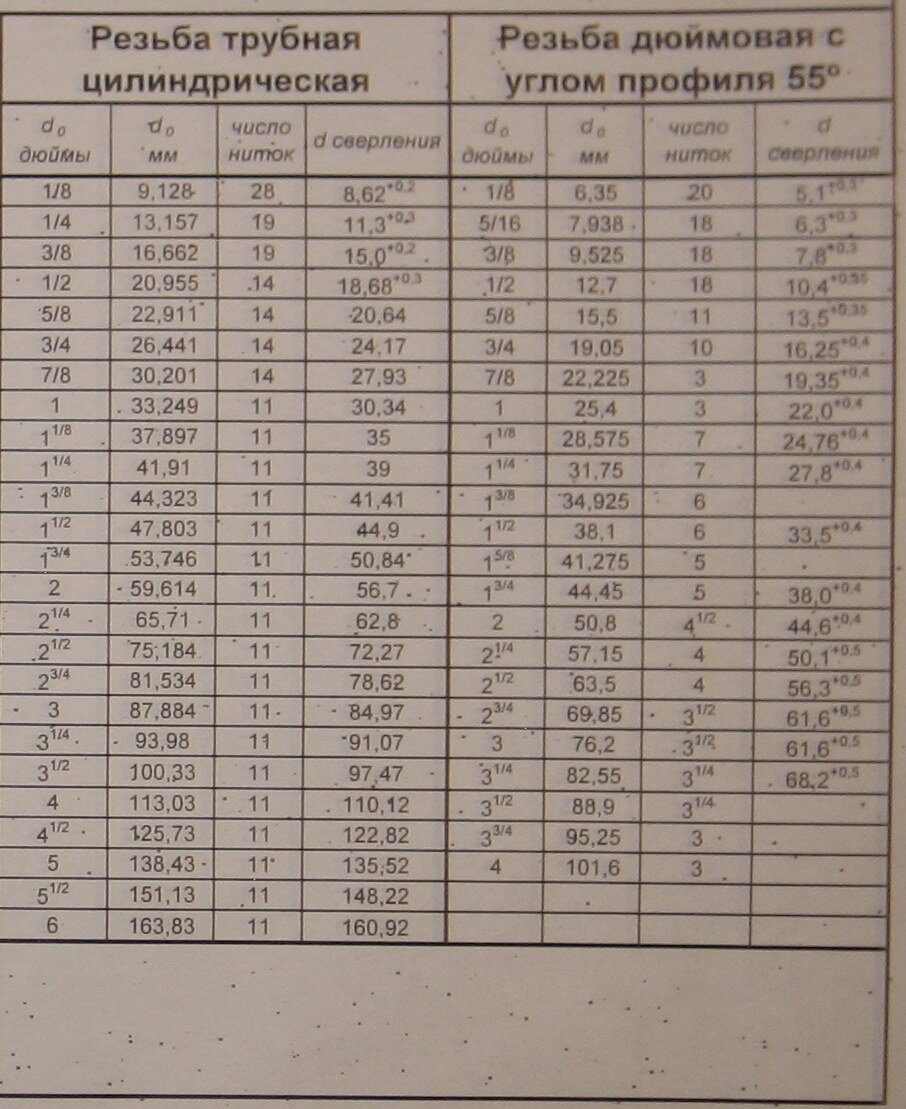
Для внутренней нарезки применяют метчики и выполняют следующие манипуляции:
- Используя справочные таблицы, уточнить необходимый диаметр сверла.
- Закрепить заготовку в тисках, при помощи электрической дрели просверлить отверстие. При этом инструмент должен находиться под прямым углом. Углубление нужно сделать больше, чем размер профиля с учетом конуса метчика.
- Заменив сверло на зенковку, снять фаску с поверхности отверстия.
- Первый прогон выполняют инструментом первого номера, смазав маслом рабочую поверхность.
- Два поворота метчиком чередуют с одним в противоположную сторону, для того чтобы предотвратить поломку инструмента и сброса стружки.
- Далее повторяют прогон метчика второго и третьего номера. Номера указаны на хвостовике.
- Для внешней резьбы с заготовки снять фаску, плашку устанавливать на нее под прямым углом, предварительно смазав маслом.
- При перекосе обрезать и продолжить нарезку резьбы.
- Перед тем как нарезать внутреннюю резьбу, просверлить отверстие при этом инструмент держать перпендикулярно. Снять фаску и смазать масло.
- Чтобы предотвратить поломку метчика, не рекомендуется применять станки и оборудование для усиления.
- При поломке инструмента следует использовать приспособления для удаления остатков из углубления.
Для получения качественного крепления необходимо соблюдать рекомендации и правила по нарезанию резьбы. Подбор качественного инструмента облегчит задачу и ускорит процесс.
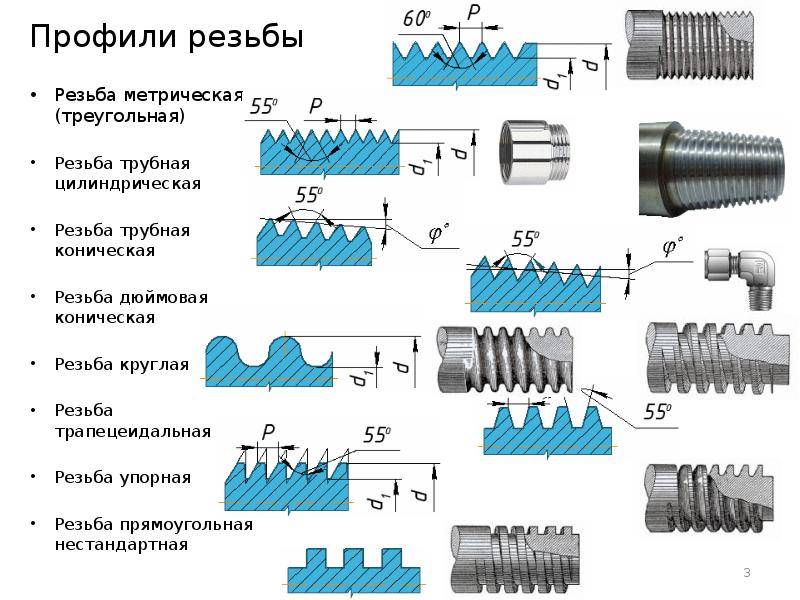
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.

Типы соединений с резьбой М30х2
Существует несколько типов соединений, которые можно использовать с резьбой М30х2:
- Болты с резьбой М30х2: Болты с резьбой М30х2 используются для соединения двух деталей, когда необходимо обеспечить прочное и надежное соединение.
- Гайки с резьбой М30х2: Гайки с резьбой М30х2 используются в паре с болтами для обеспечения надежного соединения. Они крепятся к болту с помощью резьбы М30х2.
- Шпильки с резьбой М30х2: Шпильки с резьбой М30х2 одна из самых распространенных типов соединений, используемых в строительстве, машиностроении и других отраслях. Они обеспечивают прочное и надежное соединение между деталями.
- Заглушки с резьбой М30х2: Заглушки с резьбой М30х2 используются для закрытия резьбовых отверстий и защиты их от пыли и грязи. Они обеспечивают герметичность соединения и защищают внутренние детали деталей.
Все эти типы соединений позволяют эффективно использовать резьбу М30х2 для создания надежных и прочных соединений в различных отраслях промышленности. Выбор соединения зависит от конкретных требований и условий использования.
Принцип работы
Независимо от числа зубьев, они располагаются на одинаковом расстоянии друг от друга. Ходом для такого изделия считается расстояние, измеряемое вдоль оси гайки или шурупа между витками, которое достигается за один заход, пропуская прочие винты. Ход всегда пропорционален шагу, и умножается на количество произведенных расходов.
Что интересно, в зависимости от числа заходов, зубья имеют определенную форму. Для этого установлены специальные нормы производства. По количеству витков чаще всего можно встретить 1,2,3 и 4 захода. Однако, создается даже десятизаходная резьба. Но встретить ее можно не так часто.
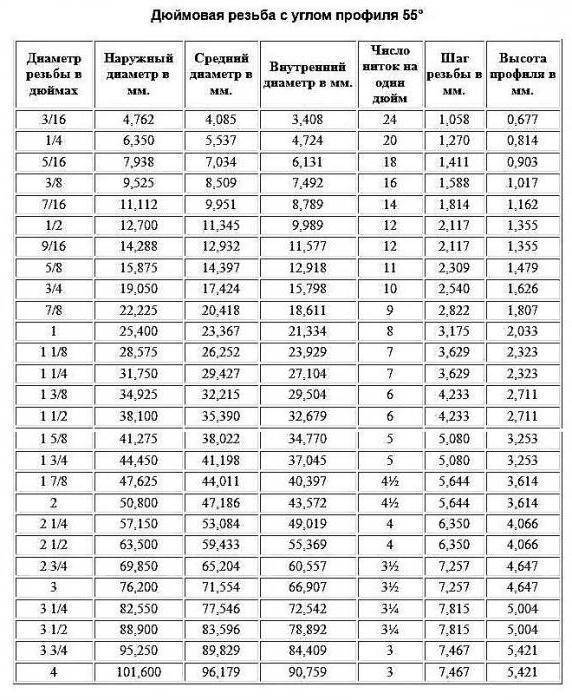
Таблица размеров метрической резьбы
Таблица метрической резьбы ISO:
| Метрический профиль ISO | Наружная резьба | |||||
| Нити | Основной диаметр | Диаметр шага | Малый диаметр | |||
| Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
| М 2 х 0,4 | 1.981 | 1.886 | 1.721 | 1.654 | 1.548 | 1.408 |
| М 2,2 х 0,45 | 2.18 | 2.08 | 1.888 | 1.817 | 1.693 | 1.54 |
| М 3 х 0,5 | 2.98 | 2.874 | 2.655 | 2.58 | 2.439 | 2.272 |
| М 8 х 1,25 | 7.972 | 7.76 | 7.16 | 7.042 | 6.619 | 6.272 |
| М 12 х 1,75 | 11.97 | 11.7 | 10.83 | 10.68 | 10.072 | 9.601 |
| М 16 х 2 | 15.96 | 15.68 | 14.66 | 14.5 | 13.797 | 13.271 |
| М 20 х 2,5 | 19.96 | 19.62 | 18.33 | 18.16 | 17.252 | 16.624 |
| М 24 х 3 | 23.95 | 23.58 | 22 | 21.8 | 20.704 | 19.955 |
| М 30 х 3,5 | 29.95 | 29.52 | 27.67 | 27.46 | 26.158 | 25.306 |
| М 36 х 4 | 35.94 | 35.47 | 33.34 | 33.12 | 31.61 | 30.654 |
| М 48 х 5 | 47.93 | 47.4 | 44.68 | 44.43 | 42.516 | 41.351 |
| М 60 х 5,5 | 59.93 | 59.37 | 56.35 | 56.09 | 53.971 | 52.7 |
| М 80 х 6 | 79.92 | 79.32 | 76.02 | 75.74 | 73.425 | 72.047 |
| М 100 х 6 | 99.92 | 99.32 | 96.02 | 95.72 | 93.425 | 92.027 |
Таблица 2 метрической резьбы ISO:
| Метрический профиль ISO | Внутренняя резьба | |||||
| Нити | Малый диаметр | Диаметр шага | Основной диаметр | |||
| Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
| М 2 х 0,4 | 1.679 | 1.567 | 1.83 | 1.74 | 2.148 | 2 |
| М 2,2 х 0,45 | 1.838 | 1.713 | 2.003 | 1.908 | 2.36 | 2.2 |
| М 3 х 0,5 | 2.599 | 2.459 | 2.775 | 2.308 | 3.172 | 3 |
| М 8 х 1,25 | 6.912 | 6.647 | 7.348 | 7.188 | 8.34 | 8 |
| М 12 х 1,75 | 10.441 | 10.106 | 11.063 | 10.863 | 12.453 | 12 |
| М 20 х 2,5 | 17.744 | 17.294 | 18.6 | 18.376 | 20.585 | 20 |
| М 30 х 3,5 | 26.771 | 26.211 | 28.007 | 27.727 | 30.785 | 30 |
| М 60 х 5,5 | 54.796 | 54.046 | 56.783 | 56.428 | 61.149 | 60 |
| М 80 х 6 | 74.305 | 73.505 | 76.478 | 76.103 | 81.241 | 80 |
| М 100 х 6 | 94.305 | 93.505 | 96.503 | 96.103 | 101.27 | 100 |
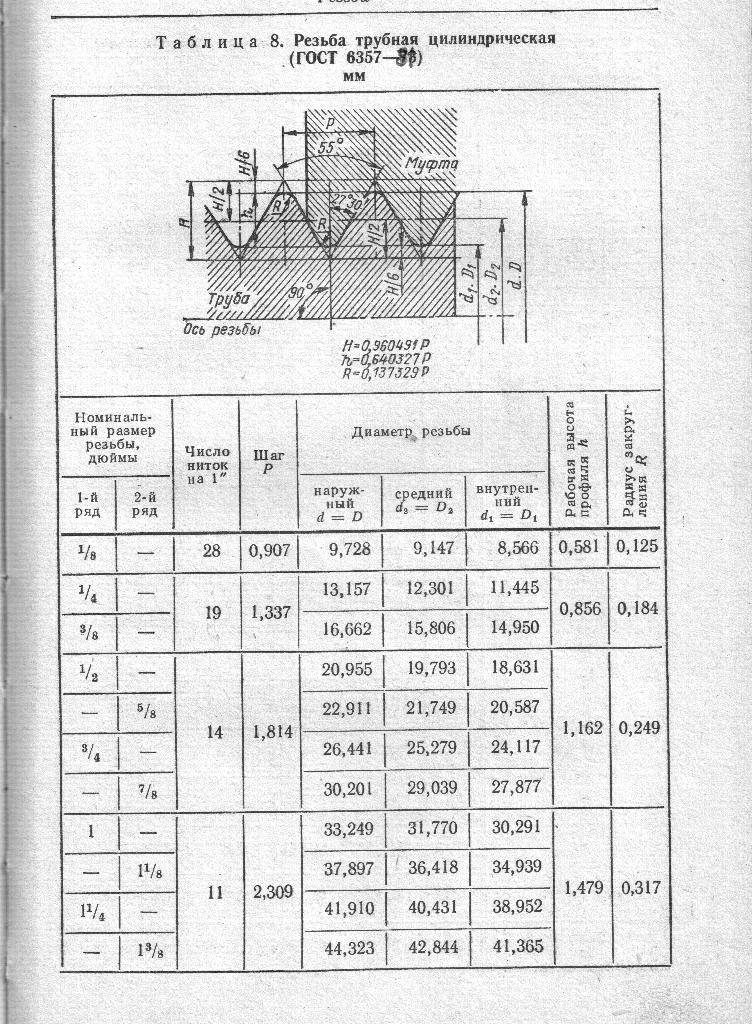
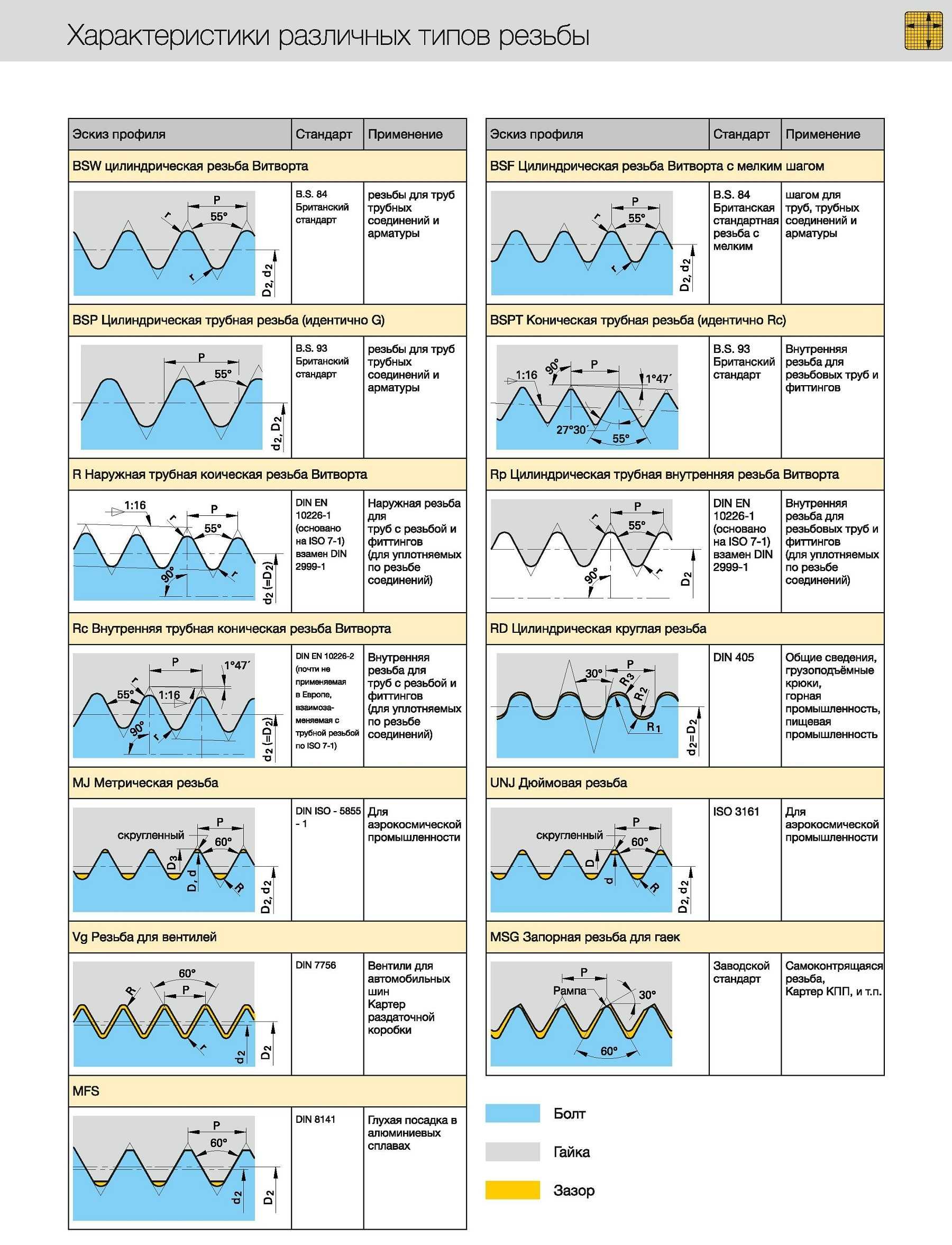
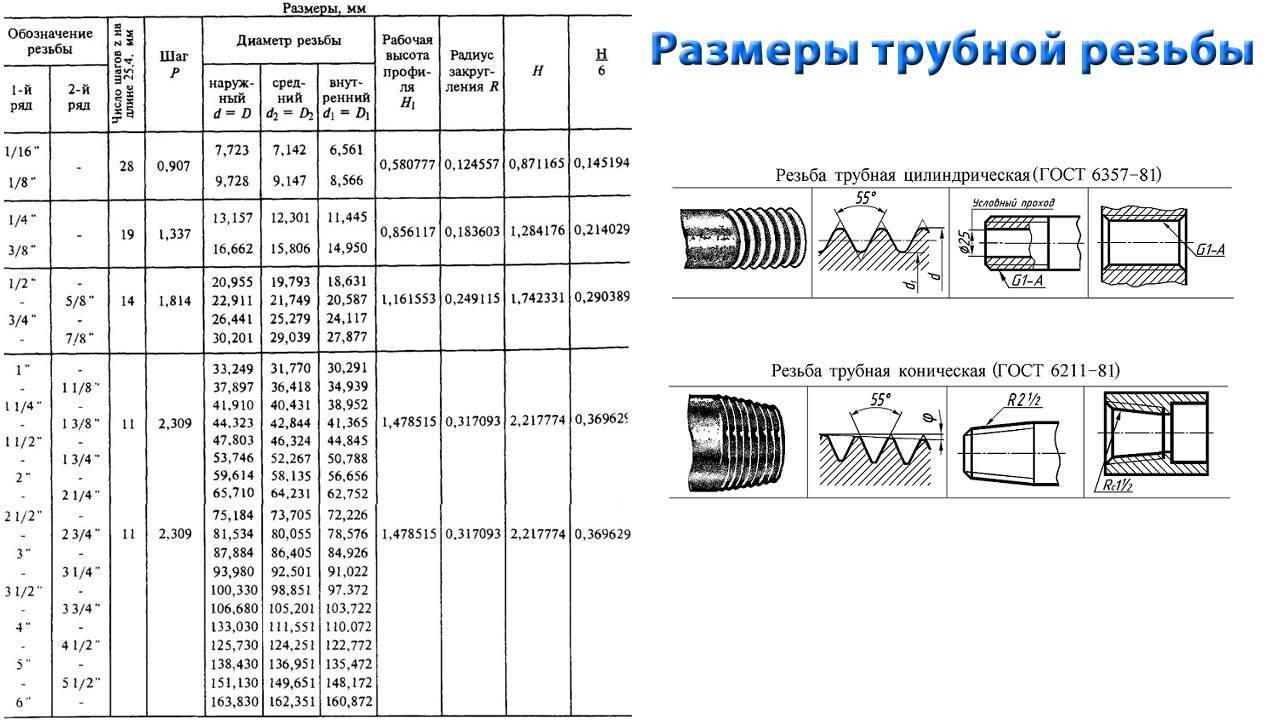
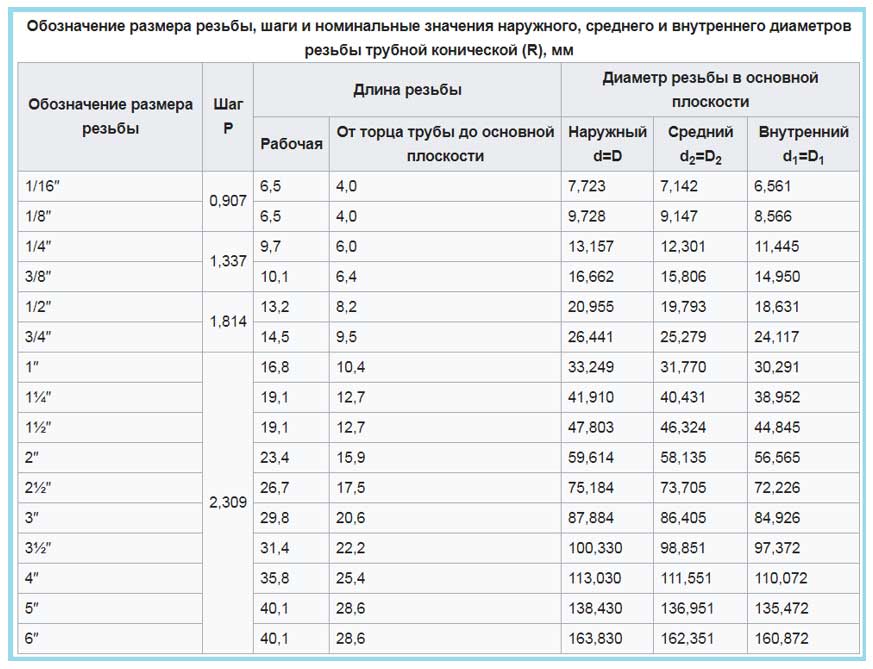
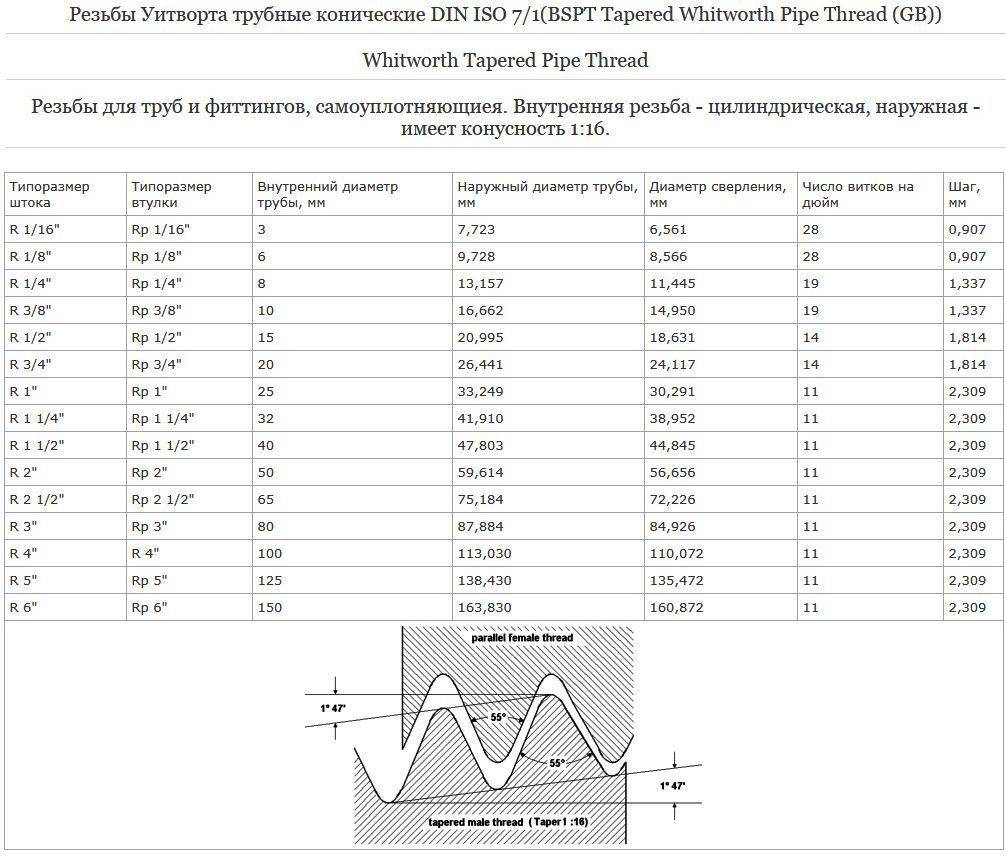
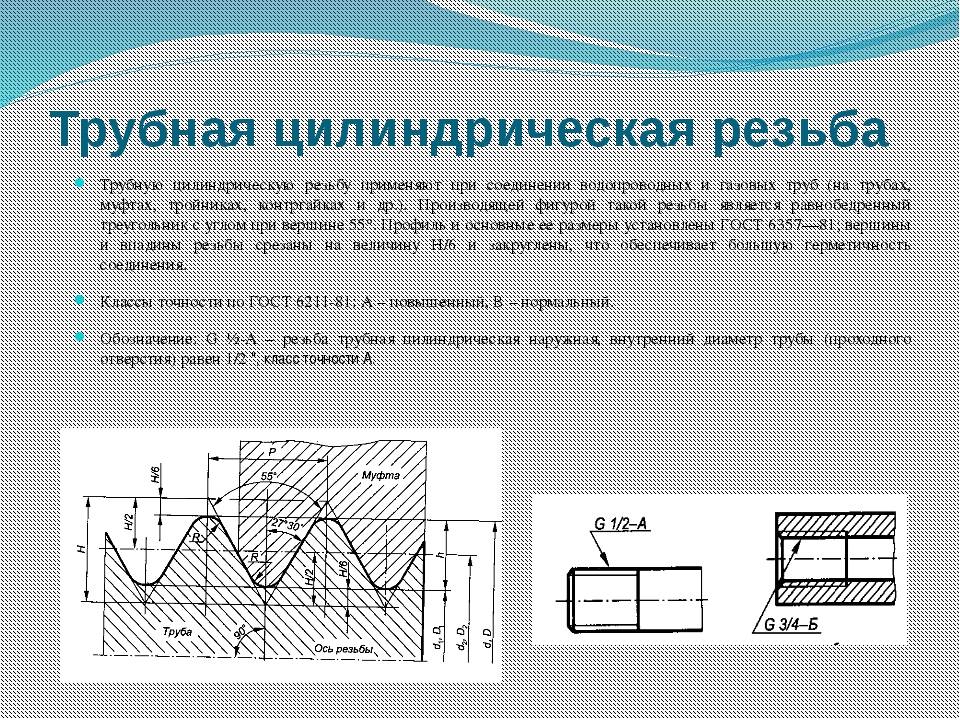
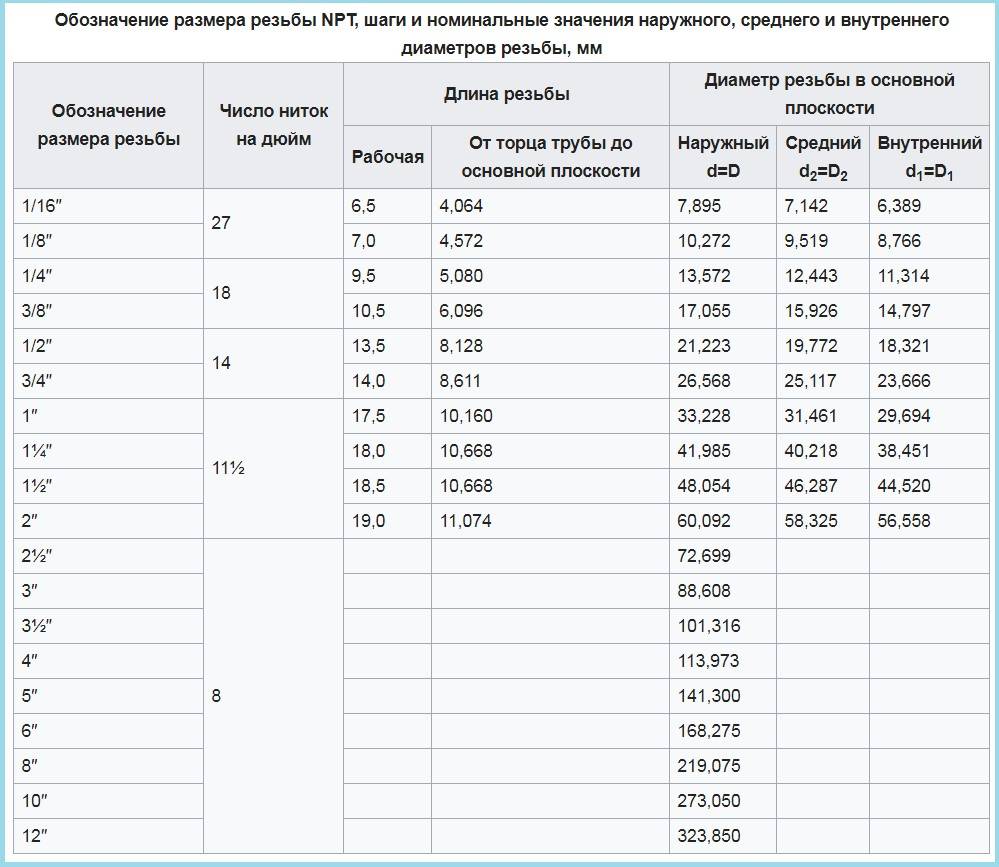
Резьба трубная коническая
ГОСТ 6211-81
ISO R7; DIN 2999; BS 21; JIS B 0203
Диаметр от 1/16 до 6 дюймов
В условное обозначение резьбы должны входить: буквы (R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы дополняется буквами LH. Примеры обозначения резьбы: Наружная трубная коническая резьба 11/2: R 11/2 Внутренняя трубная коническая резьба 11/2: Rc 11/2 Внутренняя трубная цилиндрическая резьба 11/2: RP 11/2 — левая резьба: R 11/2 LH; Rc 11/2 LH; RP 11/2 LH
Взаимозаменяема с резьбой BSPT Применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой по ГОСТ 6357-81
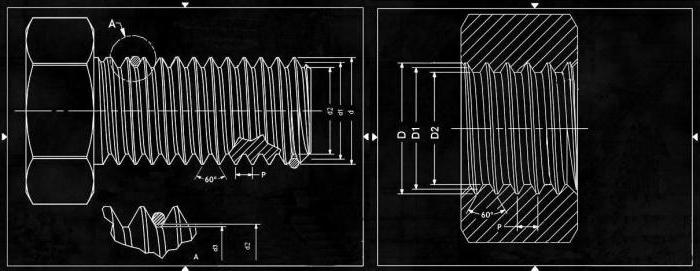
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
- Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
- Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
- Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
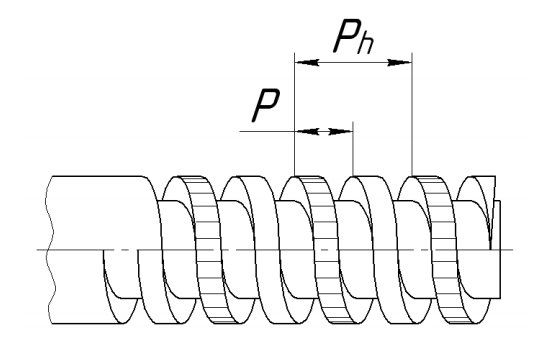
Изображение №3: ход и шаг резьбы
- Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
- Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
- Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
- Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
- Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
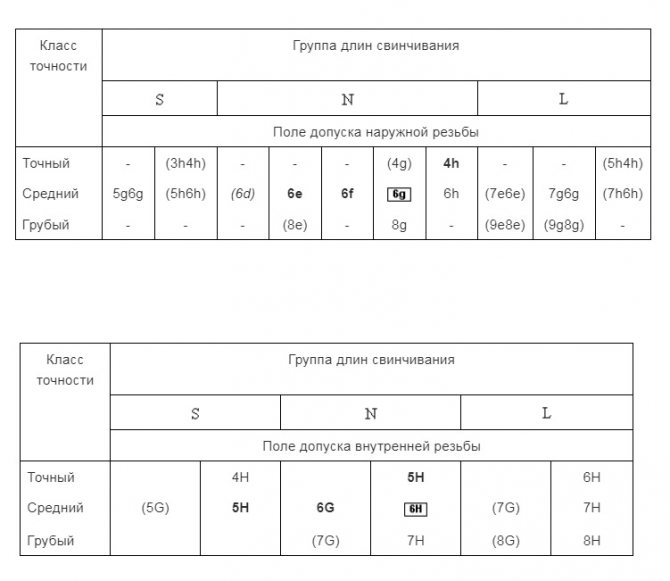
Изображение №4: поля допусков для наружных и внутренних резьб