
Значимость измерения шероховатости
Измерение шероховатости имеет ряд применений в различных отраслях промышленности
Например, в автомобильной промышленности оно позволяет определить качество поверхности кузова и деталей, что важно для обеспечения безопасности и эффективности автомобиля. В машиностроении измерение шероховатости необходимо для контроля качества и долговечности изделий
Точные и надежные измерения шероховатости позволяют установить соответствие поверхностей требуемым стандартам и спецификациям. Это позволяет предотвратить проблемы, связанные с трением, износом и другими негативными эффектами на поверхности.
Измерение шероховатости проводят с использованием специальных приборов, таких как планшетки, шерохомеры и шероховатомеры. Результаты измерений представляются числовыми значениями и графическими изображениями, которые позволяют более наглядно представить характер поверхности.
| Преимущества измерения шероховатости: |
|---|
| Повышение качества продукции |
| Улучшение эффективности использования материалов |
| Повышение долговечности изделий |
| Предотвращение проблем с трением и износом |
| Обеспечение безопасности и надежности продукции |
Таким образом, измерение шероховатости является неотъемлемой частью контроля качества и анализа поверхностей. Оно позволяет определить характеристики поверхности и адаптировать процессы производства для улучшения качества и долговечности изделий.
Ответы на вопросы
Какое значение шероховатости выбрать?
Значения шероховатости для разных материалов приведены в ГОСТ, где также указан и способ обработки поверхности. Значение выбирается конструктивно, исходя из назначения.
Что такое неуказанная шероховатость?
Неуказанная шероховатость – это условное обозначение шероховатостей поверхностей всей детали кроме указанных на изображении, которое помещается в правом углу чертежа. Значение шероховатости указывается в скобках, оно подходит для всех поверхностей, для которых не указана шероховатость.
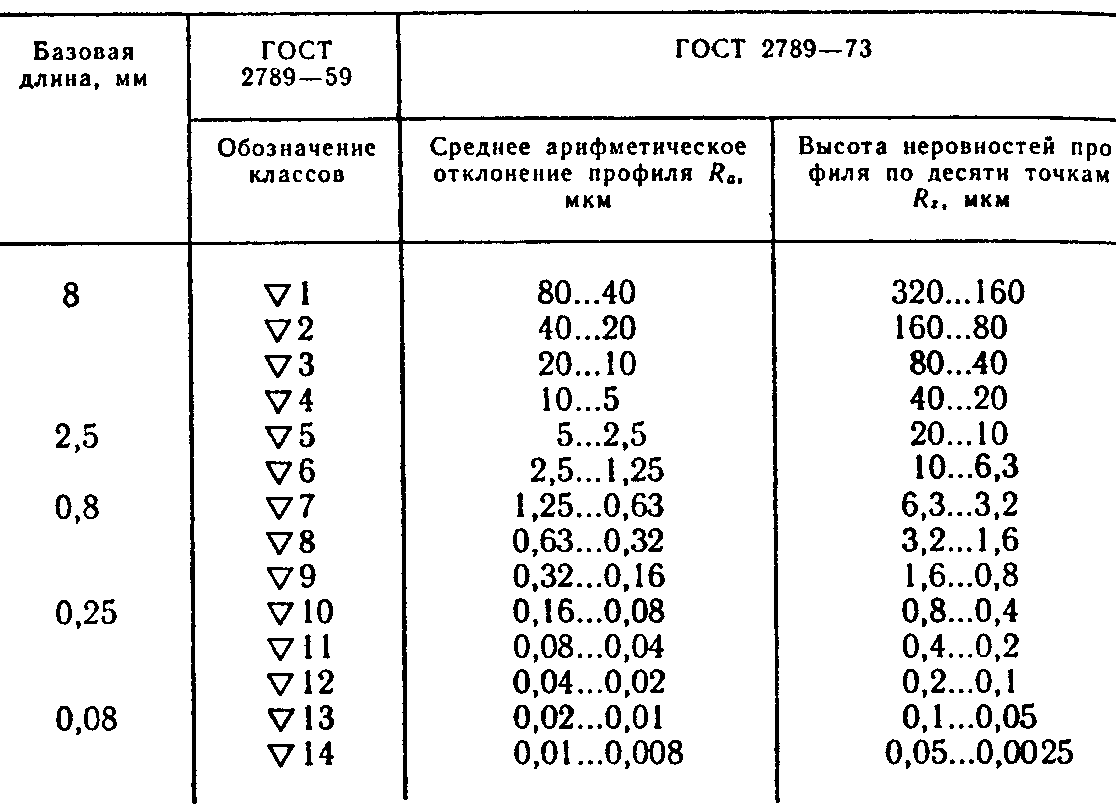
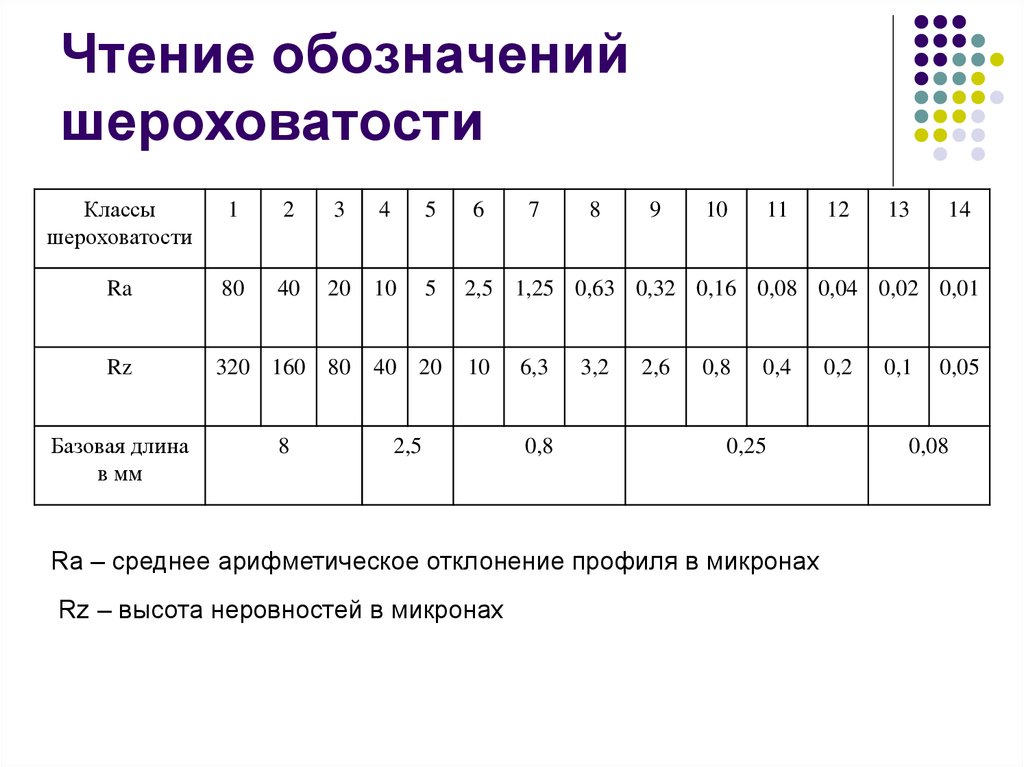
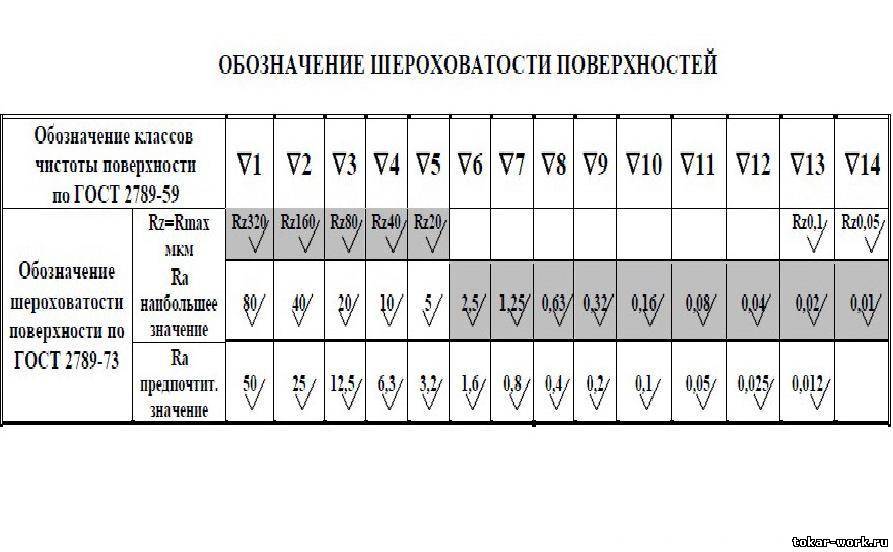
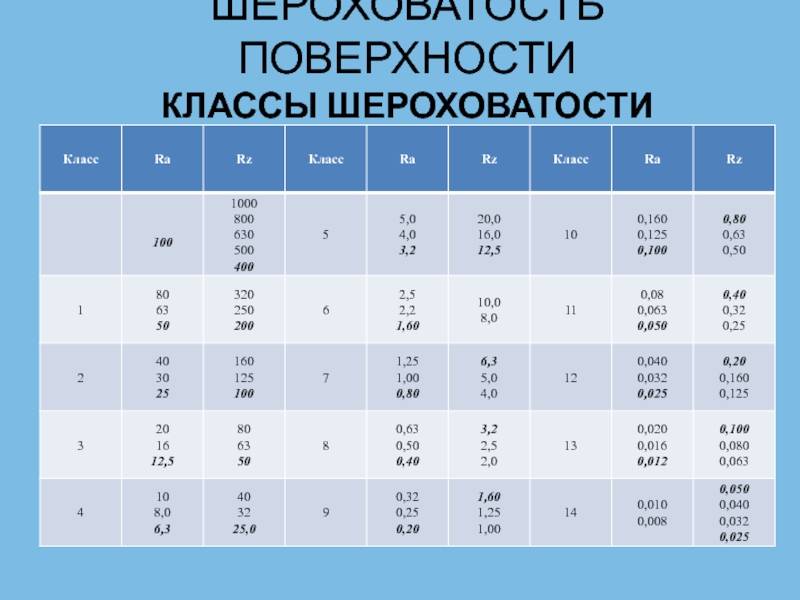
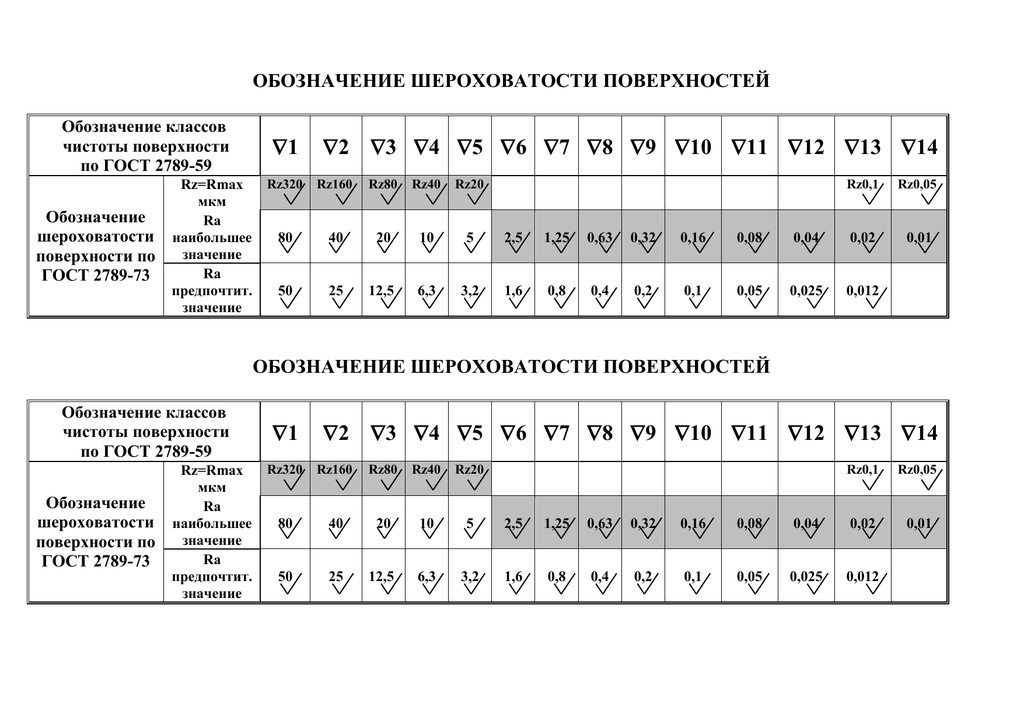
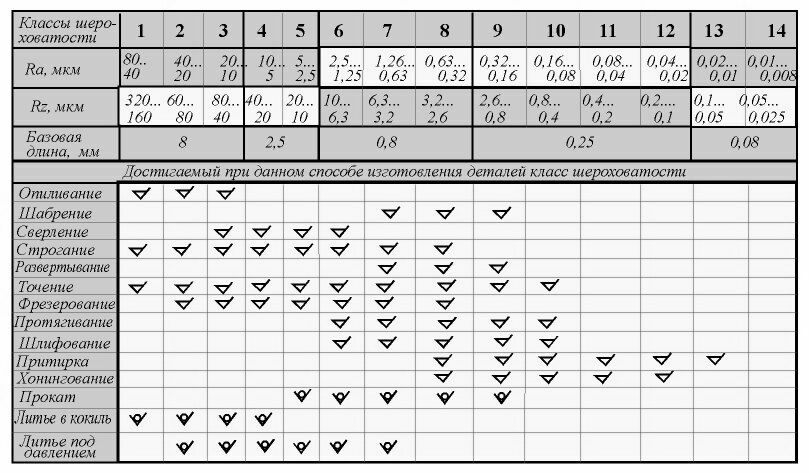
Сколько существует классов шероховатости?
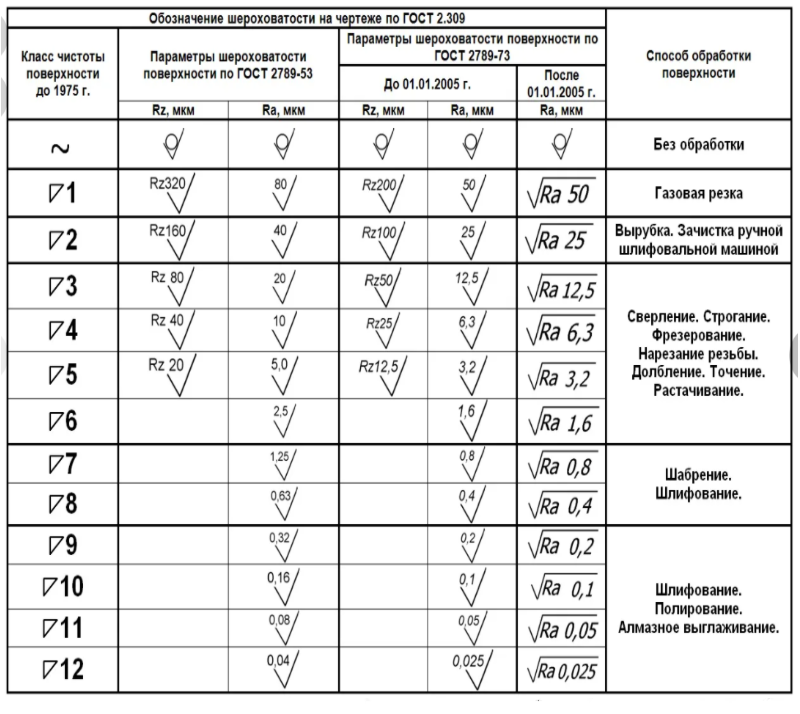
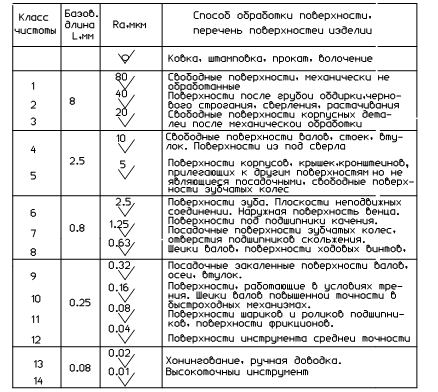
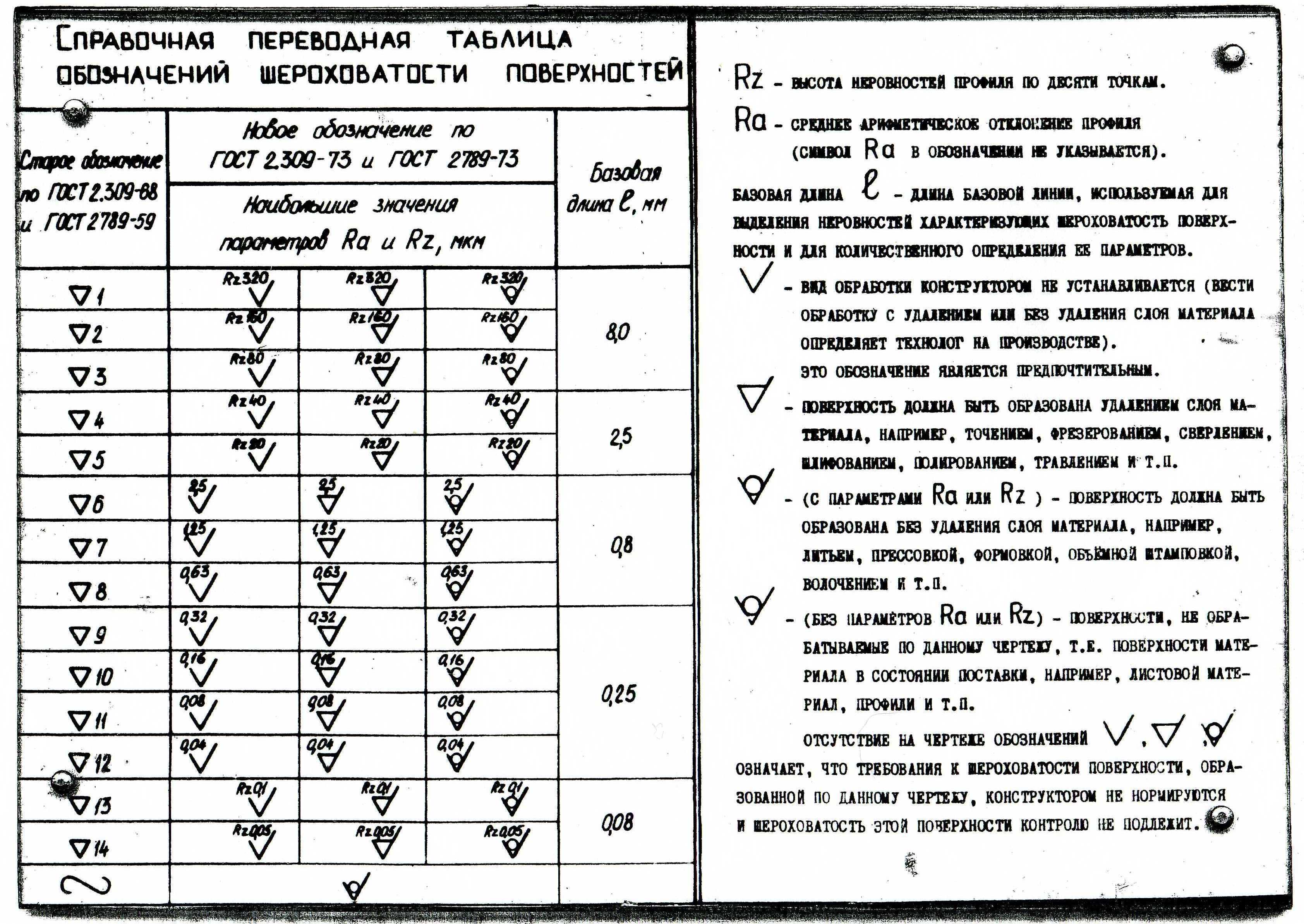
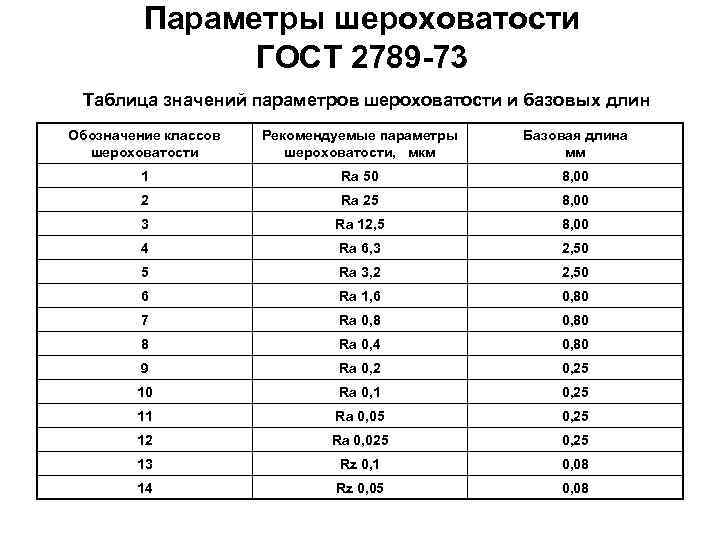
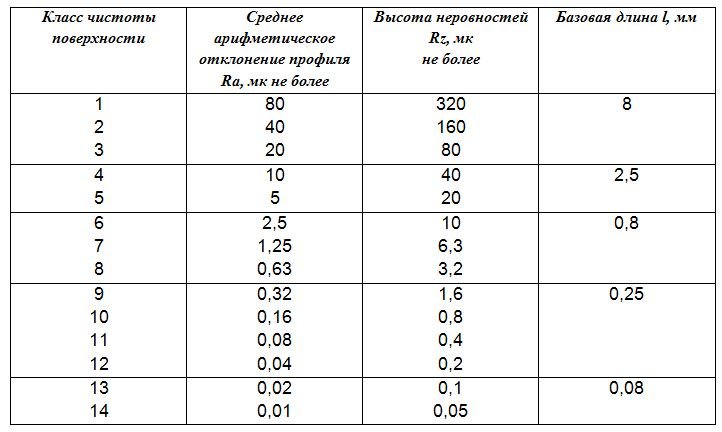
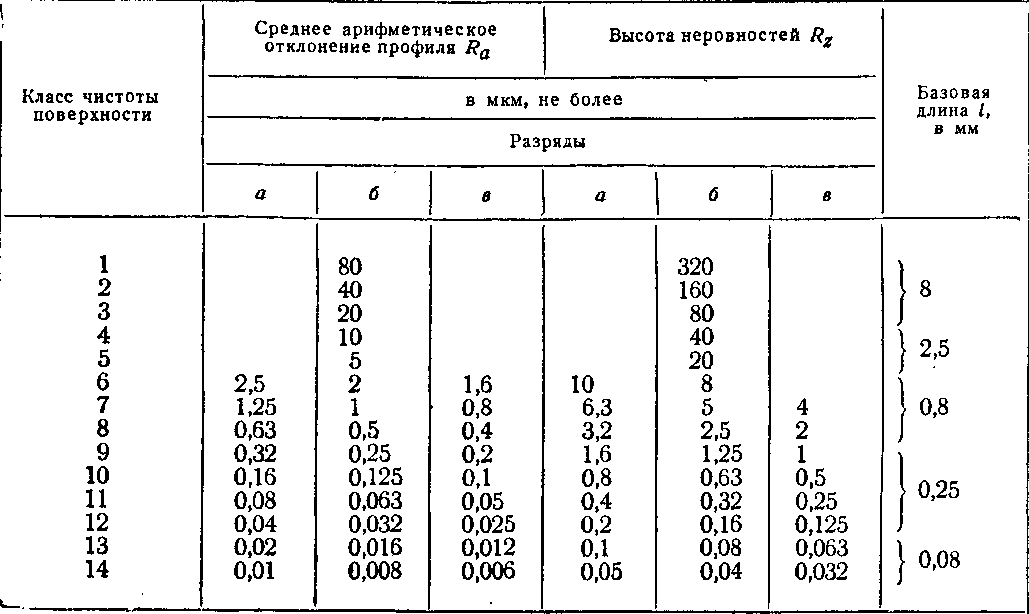
Выделено 14 классов шероховатости, классы приведены в ГОСТ.
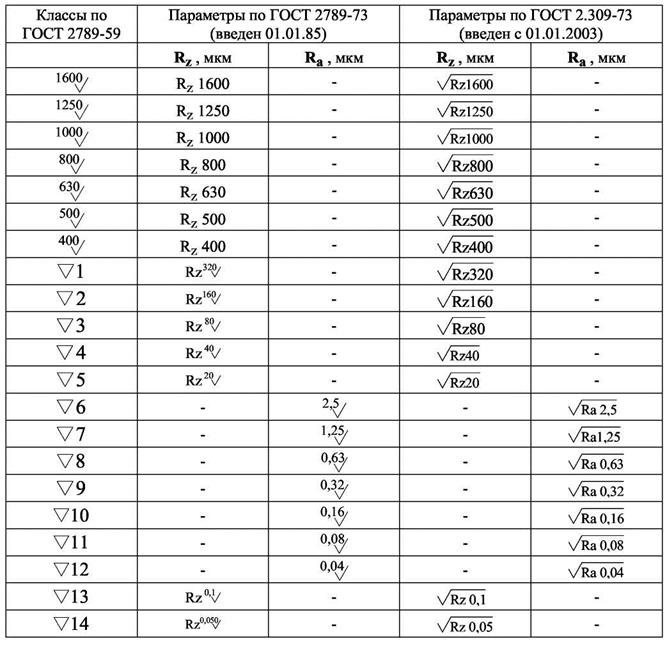
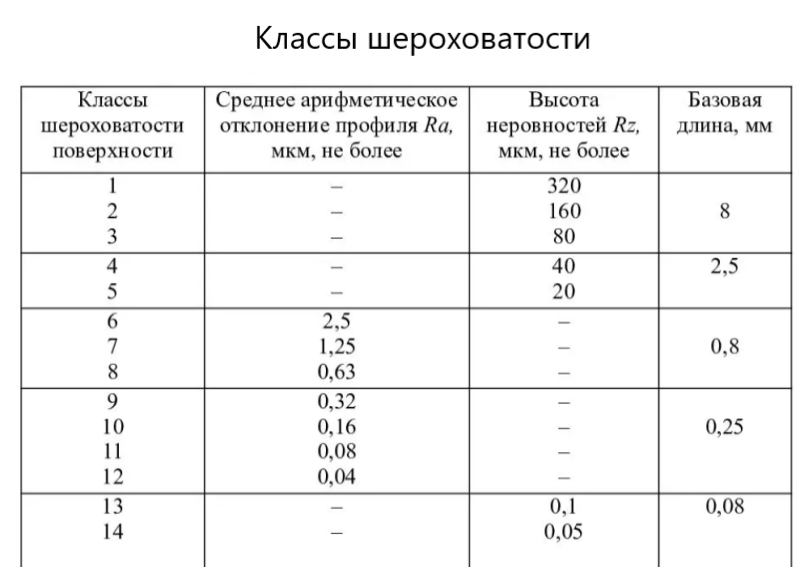 Рисунок 6. Классы шероховатости
Рисунок 6. Классы шероховатости
Понятие «шероховатость» входит в курс многих дисциплин, оно отражает характеристики поверхности, которые обязательно должны учитываться. Указания, которые дополняют чертежи позволяют точнее показать все технические требования изделия
Стоит помнить, что любые изображения элементов, состоят из множества условных обозначений, важно выбирать для них правильное расположение, помнить об общей чистоте и читаемости чертежа. Опытными проектировщиками часто отмечается, что молодые специалисты забывают проставлять все необходимые обозначения детали, отверстия и выделять контур, примененная штриховка может не соответствовать требованиям, но все эти знания приходят за годы практики
Как обозначить шероховатость в программе «Компас»
Правильно обозначить шероховатость можно с помощью встроенных в программу инструментов.
Обозначить шероховатость поверхности в Компасе можно командой «Шероховатость», из панели инструментов, затем выбирается поверхность, к которой будет применена команда и указывается положение знака. Значение шероховатости вводится с клавиатуры или из справочника. Команда «Неуказанная шероховатость» находится в панели «Оформление».
Открываем Панель инструментов, расположенную слева-> Выбираем команду «Шероховатость» — > Указываем поверхность -> Определяем положение знака->Вводим значение шероховатости.
Команда «Неуказанная шероховатость» находится в верхнее меню-> Выбираем команду «Вставка»->Выбираем «Неуказанная шероховатость»-> Ввод->Вводим значение шероховатости.
При необходимости можно нарисовать условный знак вручную.
Классификация поверхностей
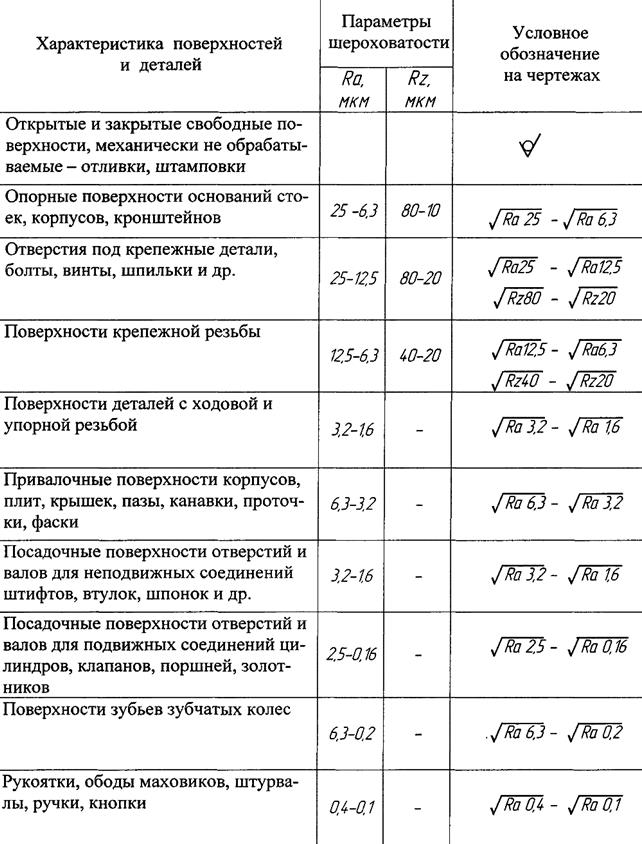
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Козырьки над воротами и калитками фото

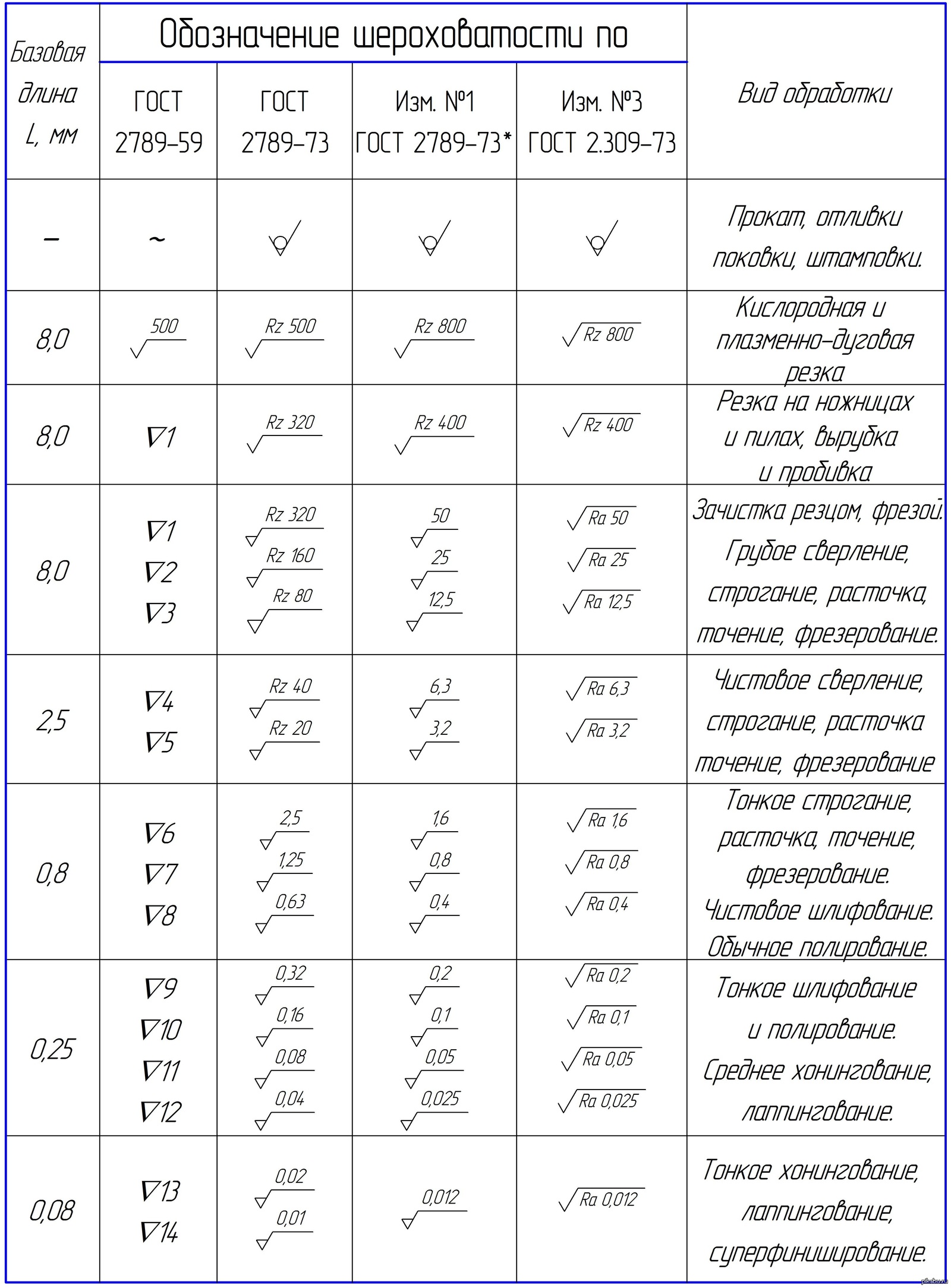
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Как измеряется шероховатость плоскости по видам обработки
Даже самые современные технологии работы с шагренью поверхности не могут обеспечить идеально гладкой поверхности. В связи с этим, всегда присутствуют определенные отклонения от заданного проектного чертежа детали. Они могут носить макро или микрогеометрический характер.
Принято выделять 3 основных разновидностей этого показателя:
- Исходная шагрень (возникает при контакте изделия с разными абразивными насадками);
- Эксплуатационная (проявляется в результате трения и естественного износа в процессе обработки);
- Равновесная (результат трения в условиях стационарной обработки).
Шагрень измеряется комплексно, либо поэлементно. Второй вариант является наиболее точным, но и намного более трудоемкий. На практике применяют следующие 3 основных измерительных метода:
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://sarfruits.ru/wp-content/uploads/f/a/5/fa5e6189a63bd261140ac18889a19020.jpeg)


При помощи щупа. Верхний слой измеряют специализированным датчиком профилометром, оборудованным небольшой алмазной иголкой. На ее конце имеется чувствительная головка, которая предает прибору сигналы при мониторинге плоскости. Действие прибора напоминает эхолот.
Профилометры бывают: электронные, индуктивные и пьезоэлектрические. Более продвинутые приборы под названием профилографы способны фиксировать все полученные измерения для их дальнейшего изучения специалистами — технологами.
Оптический метод. Представляет собой измерительный вариант шагрени бесконтактным методом, состоящий из нескольких вариантов проведения расчетов.
При помощи растра. На обработанную плоскость фиксируется пластина из тонкого стекла, покрытого специальным растром (напоминает сетку). Далее подаются световые лучи под определенным углом и линии растра совпадают с шагренью поверхности, повторяя ее рельеф.
При помощи тени. На изучаемый элемент кладется специализированная линейка, имеющая скошенное ребро. Именно по нему проходит подаваемый световой пучок. Возникающая при этом тень, досконально отображает рельеф плоскости детали, результаты которого в дальнейшем изучают под микроскопом.
Микроинтерферентный метод. Измеряют плоскость благодаря искривляющимся полоскам, воспроизводимым прибором интерферометром. А его результаты в дальнейшем изучают под микроскопом и получают точную картину поверхности.
Шероховатость верхнего слоя влияет на дальнейшее применения получаемых деталей. От ее коэффициента зависит качество сварки таких элементов, окраски и других дальнейших операций.
Профилометрический метод
Для измерения шероховатости с помощью профилометрического метода используется профилометр — прибор, который сканирует поверхность и регистрирует высоту в различных точках. Профилометр может быть как контактным (соприкасающимся с поверхностью), так и бесконтактным (использующим световое или лазерное излучение).
Измерение шероховатости с помощью профилометрического метода осуществляется путем сканирования поверхности вдоль нескольких линий или вдоль замкнутого контура. В результате сканирования получается матрица точек, где каждая точка представляет собой комбинацию координат и высоты. По этим данным строится трехмерный профиль поверхности.
Для анализа измеренного профиля поверхности используются различные параметры, такие как шероховатость пиков (Ra) и шероховатость долин (Rz). Шероховатость Ra представляет собой среднее арифметическое значений высот относительно средней линии профиля. Шероховатость Rz, в отличие от Ra, учитывает и пики, и долины поверхности.
| Параметр | Определение | Формула |
|---|---|---|
| Шероховатость Ra | Среднее арифметическое значений высот относительно средней линии профиля | Ra = (1/n) * Σ|h(i)| |
| Шероховатость Rz | Максимальная амплитуда между самым высоким пиком и самой глубокой долиной | Rz = h(max) — h(min) |
Профилометрический метод позволяет получить подробную информацию о шероховатости поверхности и является одним из наиболее точных способов измерения этого параметра. Он широко используется в различных отраслях, таких как машиностроение, электроника, медицина и другие.
Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
- 6,3 везде
- 3,2 в более аккуратных местах, таких как канавки под уплотнительную резинку
- 1,6 в местах контакта охлаждаемых поверхностей
- 0,8 в местах, где поверхность полировалась (лазерная техника)
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
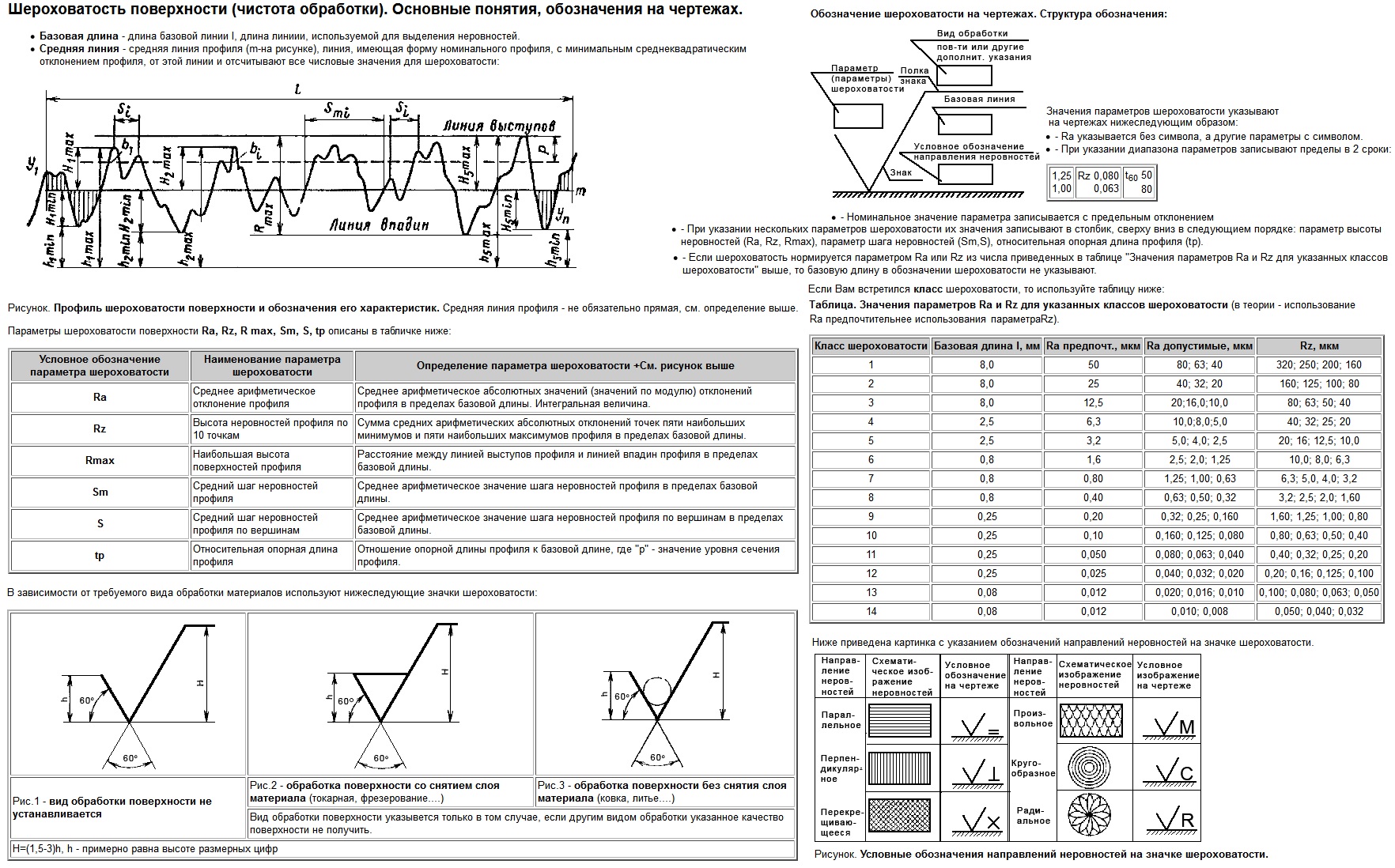
Что такое базовая длина и для чего она используется?
Базовая длина l –длина базовой линии, используемая для выделения неровностей, характеризующая шероховатость поверхности. Базовая линия проводится относительно профиля неровностей определённым образом и имеет заданную геометрическую форму.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что такое RZ на чертеже?
Rz – высота неровностей профиля по десяти точкам. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Что такое RZ 20?
Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
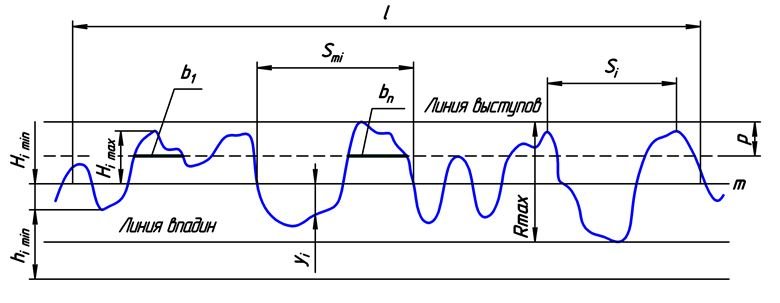
Рисунок из Википедии, свободной энциклопедии
При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
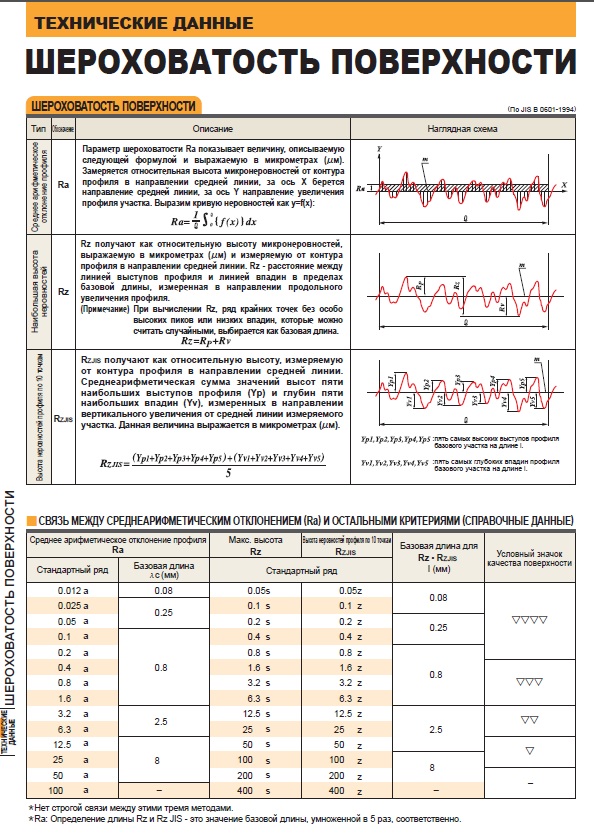
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
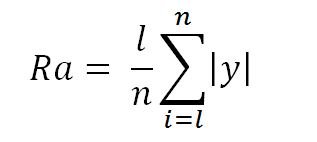
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
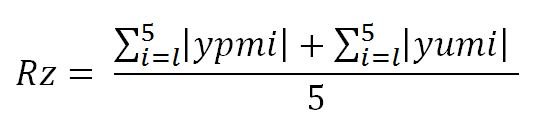
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
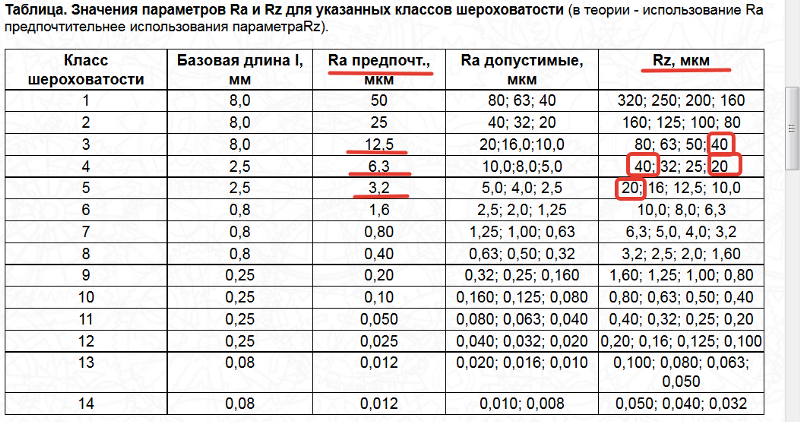
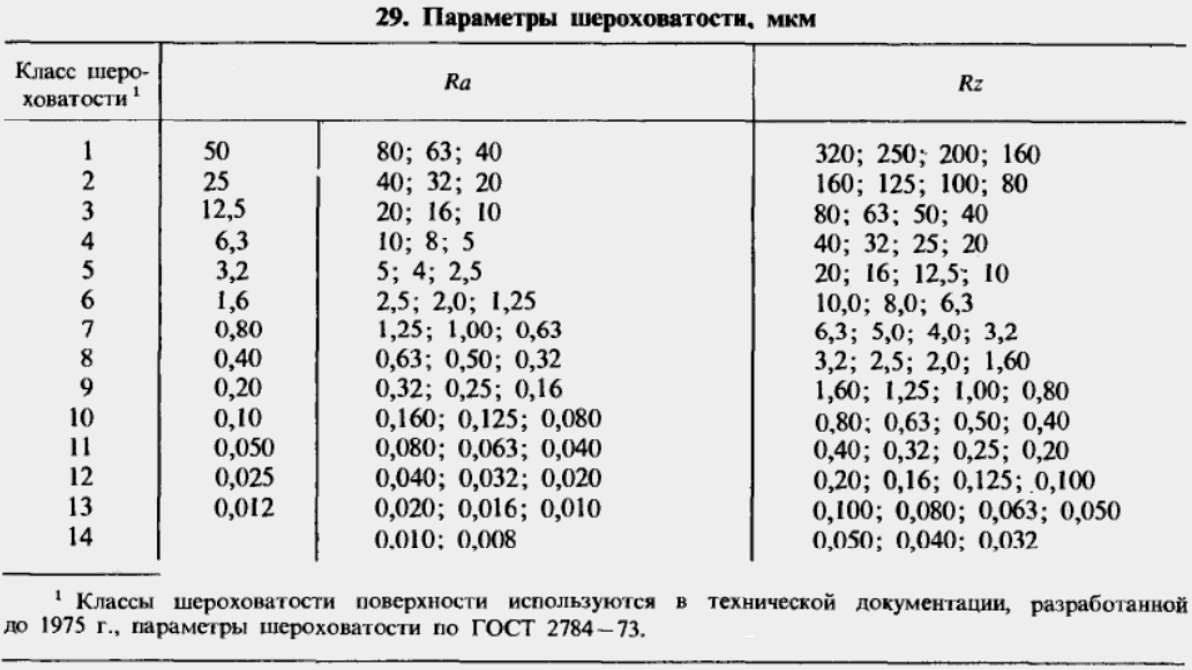
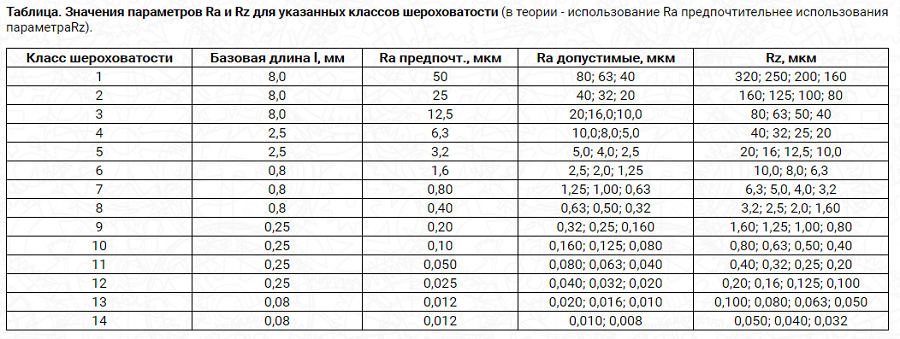
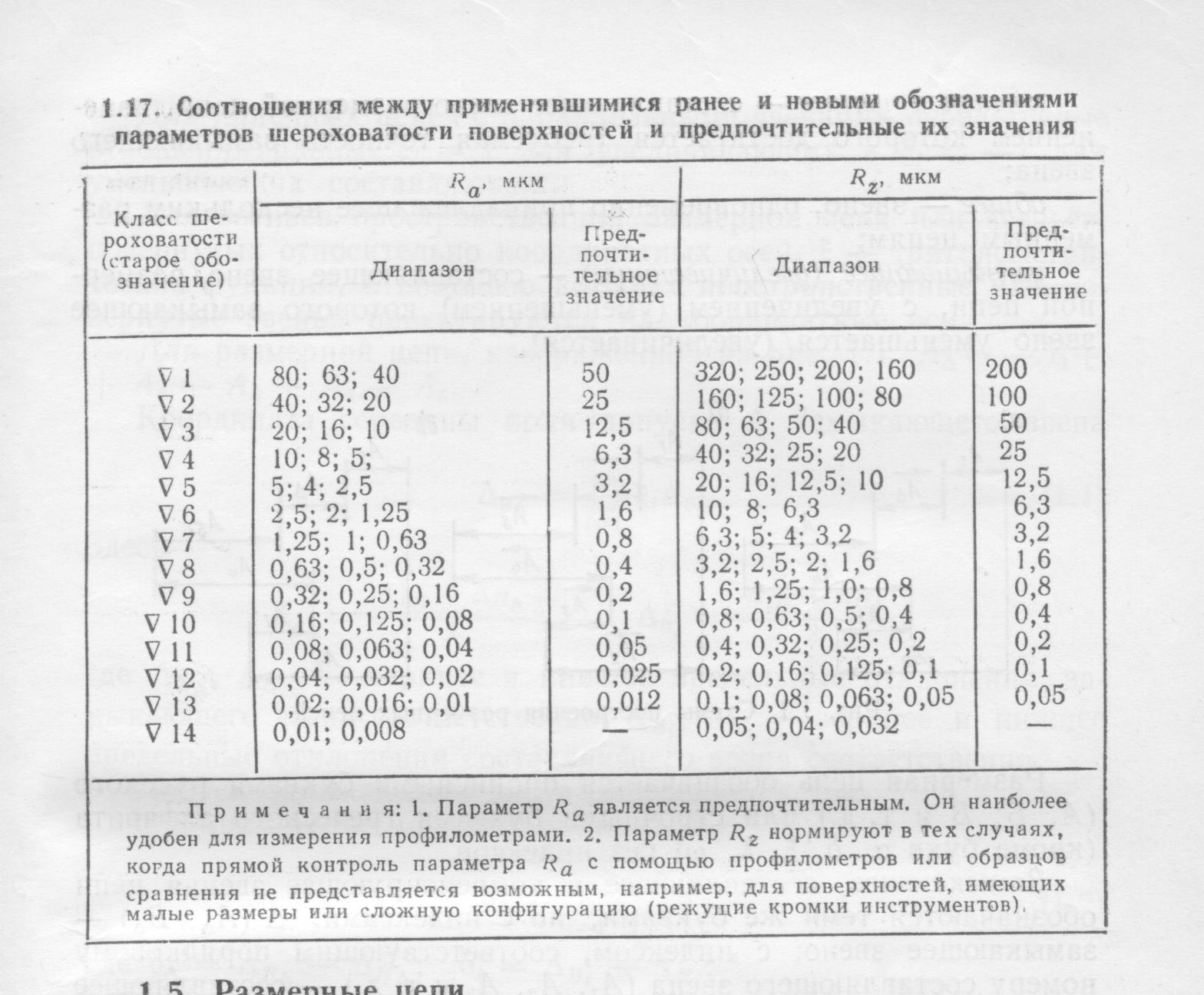
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.

Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Читать также: Назначение максимальной токовой защиты
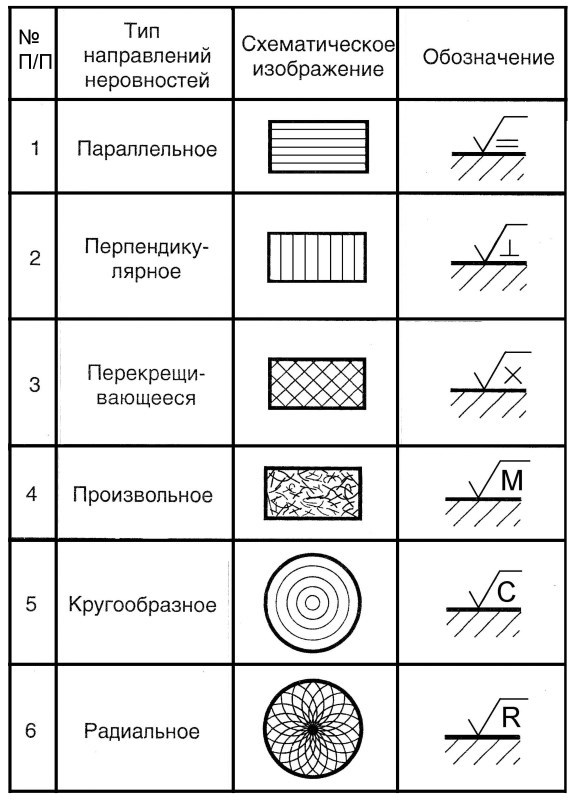
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.

https://youtube.com/watch?v=-DwXLJ22N0E
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Физические критерии качества.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.
Получение результата измерения шероховатости ra3 2
1. Подготовка прибора:
Перед началом измерения необходимо убедиться, что измерительный прибор настроен и проверен на корректность работы. Прибор должен быть откалиброван и готов к использованию.
2. Подготовка поверхности:
Поверхность, которая будет измеряться, должна быть тщательно подготовлена. Все загрязнения, пыль и повреждения должны быть удалены, чтобы получить точный результат измерения. Это можно сделать с помощью различных инструментов, таких как щетка, пескоструйная обработка или полировка.
3. Измерение:
Проведите измерение шероховатости ra3 2 при помощи специализированного прибора. Прибор будет сканировать поверхность и измерять высоту неровностей. Результат может быть представлен в виде числового значения, которое указывает на величину шероховатости.
4. Оценка и интерпретация результатов:
Полученные данные могут быть оценены и проанализированы с помощью различных стандартов и критериев качества. Результаты могут быть сравнены с требованиями заказчика или существующими стандартами, чтобы определить, соответствует ли поверхность требуемому качеству или требуется дальнейшая обработка или корректировка.
Важно отметить, что результат измерения шероховатости ra3 2 является лишь одним из многих параметров, характеризующих качество поверхности. Для полной оценки качества поверхности может потребоваться использование дополнительных параметров или стандартов
Шероховатость при токарной обработке
Этот показатель отображается в виде совокупности малых шагов базовой длины обрабатываемой плоскости и ее неровностей. Современное токарное оборудование обеспечивает максимально возможное качество производства деталей. Шагрень при токарной обработке является величиной, которая просчитывается еще на стадии проектирования будущего изделия.
Во многих станках по умалчиванию устанавливаются требуемые допуски шагрени на плоскости, что сильно облегчает задачу персонала и увеличивает объемы производства. Основным фактором здесь является точные показатели шагрени для конкретного материала, из которого состоит будущая деталь.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Шероховатость поверхности и ее влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Методы измерения шероховатости Ra3 2
Шероховатость Ra3 2 относится к специальной марке шероховатости, которая определяется измерительным прибором в соответствии со стандартом ГОСТ (Государственный стандарт).
Существует несколько методов измерения шероховатости Ra3 2, включая механический метод, оптический метод и профилометрический метод.
Механический метод основан на использовании специальных шероховатостомеров, которые обеспечивают контактное измерение шероховатости поверхности. Результаты измерений обрабатываются и приводятся в стандартном виде.

Оптический метод основан на использовании светового луча, который отражается от поверхности и затем регистрируется специальным прибором. Различные особенности отраженного света позволяют определить шероховатость поверхности.
Профилометрический метод основан на измерении профиля поверхности с помощью специального прибора, называемого профилометром. Затем профиль обрабатывается для определения шероховатости.
Каждый из этих методов имеет свои преимущества и недостатки, и выбор метода зависит от конкретной ситуации и требований к измерению шероховатости.
Характеристики результата
Результат измерения шероховатости ra3 2 представляется числом, которое выражает среднюю высоту шероховатости поверхности. Чем больше значение ra3 2, тем более шероховатая поверхность.
Значение ra3 2 измеряется в микрометрах (мкм) и является одним из наиболее распространенных показателей шероховатости. Этот параметр позволяет оценить качество обработки поверхности и сравнивать ее с требуемыми стандартами или спецификациями.
Чтобы измерить шероховатость ra3 2, необходимо использовать специальные приборы, такие как профилометры или плоскоскопы. Эти приборы могут сканировать поверхность и определять среднюю высоту шероховатости в заданном пространстве.
Характеристики результата измерения шероховатости ra3 2 помогают оценить качество поверхности и определить, соответствует ли она требованиям и спецификациям проекта. Более шероховатая поверхность обычно требует дополнительной обработки или полировки для достижения необходимого уровня качества.
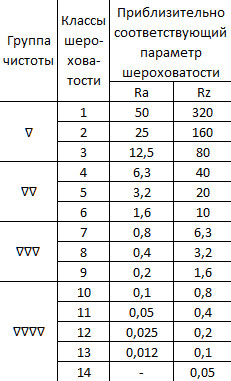
Какие виды поверхностей существуют
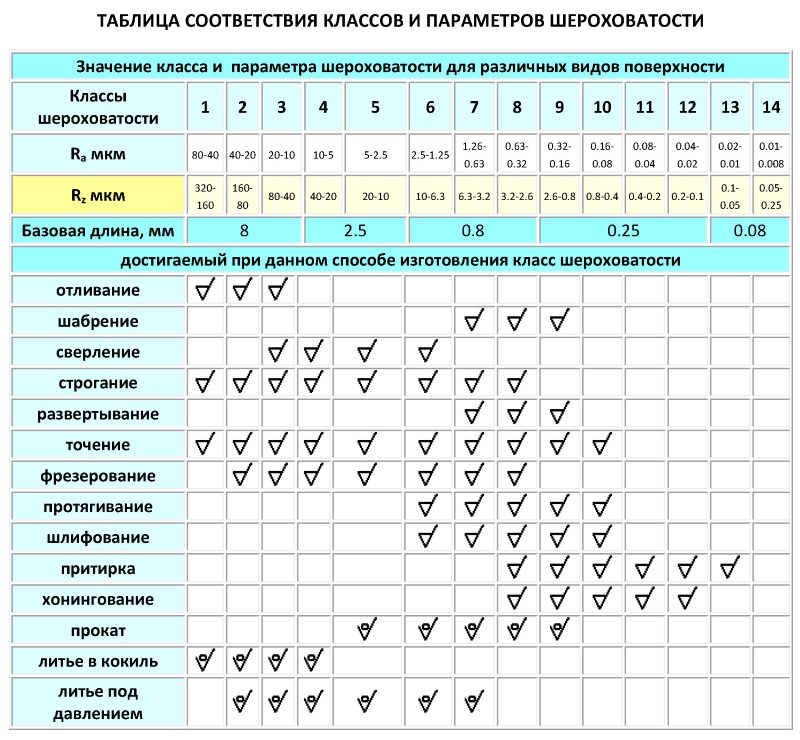
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.