Хонингование
Хонингование – отделочный метод обработки внутренних поверхностей абразивными брусками.
Хонингование применяется в условиях серийного и массового производства после операций растачивания, развертывания, протягивания и шлифования для повышения точности формы, размера и снижения шероховатости поверхности отверстий, создания специфического микропрофиля обработанной поверхности. Обработку производят с помощью абразивных или алмазных брусков, закрепленных в хонинговальной головке (хоне).
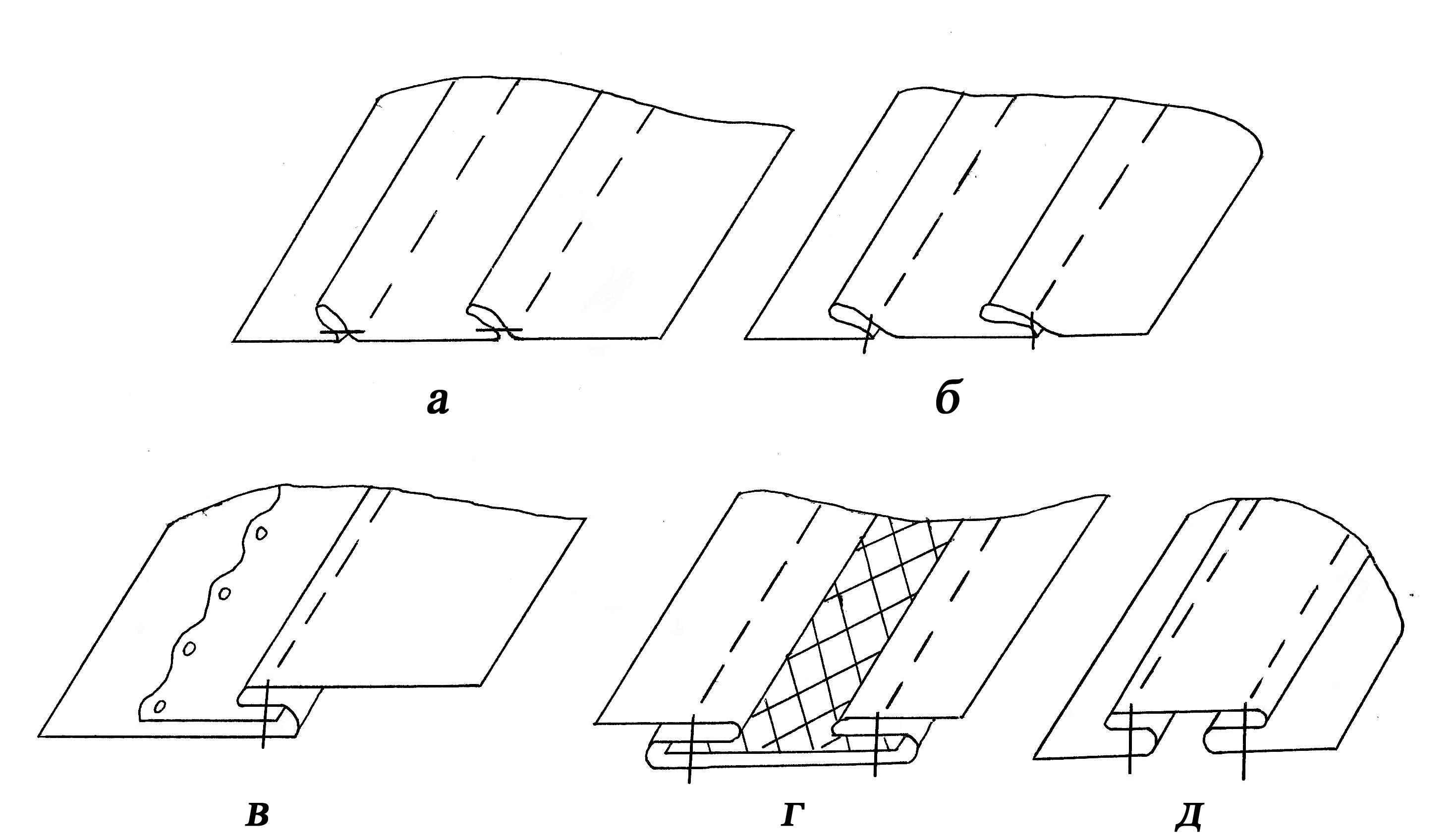
В зависимости от вида крепления хона различают несколько схем хонингования. Схему, когда хон жестко связан со шпинделем станка, а заготовке сообщают две степени свободы (рис. 36, а), применяют для обработки заготовок параллельными нижней и верхней плоскостями и перпендикулярной к ним осью отверстия. При обработке мелких и среднегабаритных заготовок используют схему с жесткой связью хона и шпинделя станка, но заготовке сообщают до четырех степеней свободы (рис. 36, б).
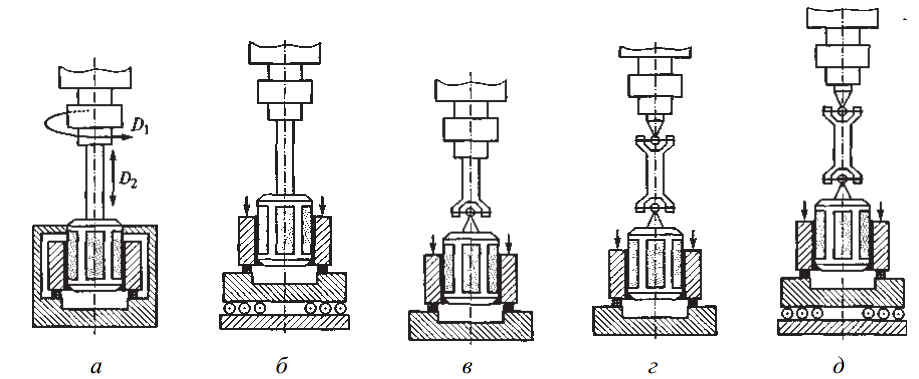
Рис. 36. Схемы хонингования: а – с двумя степенями свободы заготовки: б – с четырьмя степенями свободы заготовки; в – с одношарнирным креплением хона; г – с двухшарнирным креплением хона; д – с двухшарнирным креплением хона и четырьмя степенями свободы заготовки; D1 – главное движение; D2 – возвратно-поступательное движение
Если несоосность шпинделя и обрабатываемого отверстия менее 0,05 мм, применяют одношарнирное крепление хона (рис. 36, в); если же несоосность более 0,05 мм – двухшарнирное (рис. 36, г). При обработке тонкостенных заготовок или в случаях, когда трудно обеспечить соосность отверстия и шпинделя, используют двухшарнирное крепление, а заготовке сообщают четыре степени свободы (рис. 36, д).
Хону, как правило, сообщают три движения: вращение, возвратнопоступательное перемещение и радиальное движение подачи. При вибрационном хонинговании хону или заготовке придают дополнительное круговое или возвратно-поступательное движение с малой амплитудой (1–4 мкм) и частотой до 20 двойных ходов в минуту.
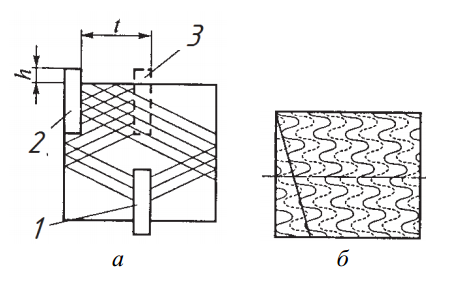
Рис. 37. Развертка обработанной поверхности: а – обычное хонингование: 1, 2 – нижнее и верхнее положение брусков соответственно; 3 – смещение бруска на один шаг; h – перебег; t – шаг смещения брусков; б – вибрационное хонингование
На рис. 37, а показана развертка обработанной поверхности и схема образования сетки. Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают с перебегом h, который необходим для точной обработки отверстия. Минимальные отклонения формы получаются при пе ребеге h, равном 0,33 длины бруска, и длине бруска, равной 0,5–0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 3, т. е. смещаются на шаг t. Можно менять угол наклона сетки. При вибрационном хонинговании вид сетки изменится (рис. 37, б).
По характеру крепления брусков в хоне различают хоны с подпружиненными брусками (при обработке отверстий не исправляются такие погрешности формы, как непрямолинейность оси отверстия) и хоны с жестким креплением брусков (при обработке происходит исправление всех погрешностей формы, но точность обработки ниже).
Хонинговальные бруски изготавливают из электрокорунда, карбида кремния или синтетических алмазов. Для обеспечения базирования хона по обработанной поверхности число брусков в головке должно быть кратно трем.
Виды дефектов лакокрасочных покрытий
 К возникновению дефектов лакокрасочного покрытия могут приводить различные причины – нарушение технологического процесса при окрашивании, несоблюдение температурного режима, неправильная обработка окрашиваемой поверхности и так далее. А на лакокрасочное покрытие автомобилей свое негативное воздействие оказывают еще и такие факторы, как камни, химические реагенты, да, в конце концов, просто экскременты птиц. В зависимости от всех этих факторов могут появляться ниже описанные дефекты.
К возникновению дефектов лакокрасочного покрытия могут приводить различные причины – нарушение технологического процесса при окрашивании, несоблюдение температурного режима, неправильная обработка окрашиваемой поверхности и так далее. А на лакокрасочное покрытие автомобилей свое негативное воздействие оказывают еще и такие факторы, как камни, химические реагенты, да, в конце концов, просто экскременты птиц. В зависимости от всех этих факторов могут появляться ниже описанные дефекты.
Кожура апельсина или шагрень
На поверхности покрытия появляются углубления, сходные по виду с кожурой апельсина. Этот дефект мог возникнуть при несоблюдении температурного режима при окрашивании, либо при использовании покрасочных материалов неправильной консистенции (превышение вязкости), либо, если температура лакокрасочных материалов была ниже + 15. Для устранения необходимо произвести зачистку поверхности с дефектом при помощи абразивных инструментов, либо наждачной бумаги, а затем перекрасить, не нарушая технологический процесс, то есть температурный режим.
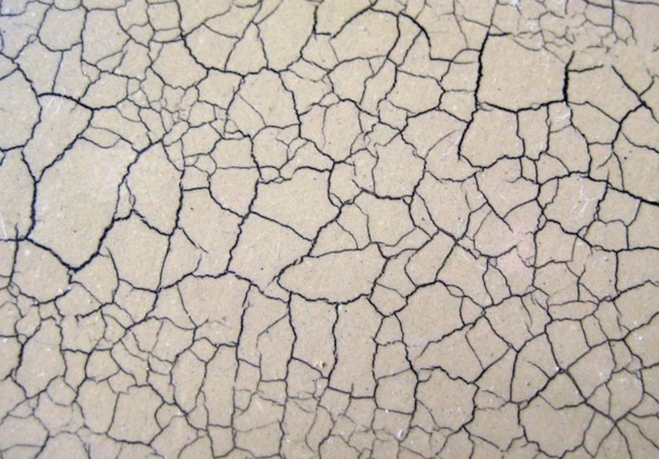
Паутинка
Появление на окрашенной поверхности мелких трещин, похожих на паутину. В этом случае так же возможно нарушение температурного режима при просушивании, возможно, что сушка производилась при непосредственном воздействии солнечных лучей, а также при подготовке поверхности мог быть нарушен технологический процесс. Этот дефект устраняется так же при помощи наждачной бумаги с мелким зерном. Затем окрашивание производится снова. Не забудьте удалить пыль после шлифовки.
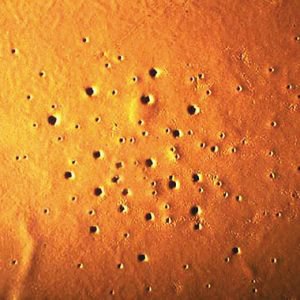
Появление кратеров
Наличие небольших отверстий, как от прокола иглой. Могло произойти нарушение технологии при подготовке поверхности к покраске. Возможно, что на поверхности остались мелкие посторонние частицы, например, пыль. Так же такой дефект может появиться, если при перемешивании краски на ее поверхности образовалась пена. Для устранения дефекта придется в местах появления кратеров полностью снимать лакокрасочное покрытие и наносить заново, убедившись в чистоте поверхности и в отсутствии пены на поверхности краски.
Появление морщин
При высыхании становятся видны складки на окрашенной поверхности. Это может произойти при наложении слишком большого слоя лакокрасочного покрытия, либо, если работы по окрашиванию производились при ярком солнечном свете и окрашиваемая поверхность была сильно нагрета. Так же этот дефект может проявляться, если краска была недостаточно разбавлена. Для исправления этого дефекта убираем появившиеся морщины при помощи мелкозернистой наждачной бумаги, а затем заново наносим лакокрасочное покрытие. Не стоит забывать о толщине покрытия.
 Образование наплывов
Образование наплывов
На вертикально окрашенной поверхности в процессе высыхания становятся видны волнообразные неровности. В этом случае, так же возможно нанесение чрезмерно большого слоя краски или краска была излишне разбавлена. Так же, при проведении работ при помощи распылителя, возможно нарушение технологического процесса — не правильно выбран угол окрашивания. Наплывы удаляются при помощи наждачной мелкозернистой бумаги, а затем наносится новый тонкий слой лакокрасочного покрытия.
Отслоение
Название дефекта говорит само за себя. Происходит отслоение верхнего слоя краски. И опять же скорее всего произошло нарушение технологического процесса — возможно краску наносили на неподготовленную поверхность с остатками другой краски или произошло не сочетание краски с предварительно нанесенной шпатлевкой. Устранение этого дефекта необходимо полностью удалить нанесенное покрытие и заново нанести шпатлевку (если необходимо), грунтование, а затем нанесение лакокрасочного покрытия.
Лак может помутнеть
Если поверхность покрывалась лаком, возможно появление еще и такого дефекта. Здесь тоже несколько вариантов образования этого дефекта — нарушение температурного режима при просушивании.
Если помещение, в котором производилось покрытие лаком проветривалось холодным воздухом — лак тоже может помутнеть. Ну и опять же — нанесение чрезмерно толстого слоя лака, так же может стать причиной помутнения. Поможет полное удаление покрытия и нанесение нового с соблюдением всех технологических процессов и температурного режима.
Понятие подрихтовки и ее значение
Подрихтовка — это процесс подготовки поверхности, на которой будет производиться дальнейшая работа. Этот процесс включает очистку от грязи, ржавчины, старой краски и неровностей. Подготовленная поверхность готова к новому слою краски, лака или другим видам отделочных материалов.
Значение подрихтовки в различных областях жизни сложно переоценить. Например, в дизайне интерьера подготовка стен и потолка является важным шагом для создания красивого и долговечного результата. А в автомобильном ремонте подготовка поверхности перед покраской — это необходимость для создания ровного и гладкого покрытия, которое не смотрится некрасиво и не складывается с плохой погодной обстановкой.
- Подготовка поверхности включает несколько шагов:
- очистка от грязи и жирной пленки;
- отшлифовывание неровностей;
- удаление старой краски и лака;
- нанесение грунта и покрытий.
Важно понимать, что качество подготовки поверхности зависит от тщательности и аккуратности работы. Поэтому для подготовки больших поверхностей, например, стен или потолков, лучше пригласить профессионалов
Это гарантирует высокое качество работ и долговечность результата.
Понятие «рихтовать» и его орфографическое значение
Привет! Меня зовут Алиса и сегодня я расскажу вам о значении слова «рихтовать» и о том, как его правильно использовать. Все мы сталкиваемся с ситуациями, когда нужно «подровнять» или «выпрямить» что-то, будь то физический объект или абстрактная ситуация. Именно для таких случаев и существует слово «рихтовать».






В русском языке это слово относится к глаголам несовершенного вида и склоняется по его законам. Оно имеет морфологическую схожесть с другими глаголами, такими как «причти» или «выровняй». Значение этого слова можно считать нейтральным и применять его к различным тематикам и контекстным ситуациям.
В повседневной жизни мы можем использовать этот метод, чтобы ускоренно и регулярно исправлять свои ошибки и изъяны, будь то в тексте, письме или речи. Например, при написании сообщений или статей на вашем сайте вы можете «причесть» их, чтобы избежать опечаток и грамматических ошибок. Также, рихтоваться можно и в устной речи, вырабатывая правильные связи между словами и строением предложений.
Рихтование требует дополнительного знания языка и правил его использования. Для этого можно воспользоваться различными русско-русскими словарями и различными методиками, такими как словарь Ушакова или словарь Ефремовой. Они помогут вам лучше понимать орфографические и грамматические особенности русского языка.
Важно понимать, что рихтование не ограничивается только языком. Метод можно применять и в других сферах жизни
В автомобильной индустрии, например, рихтовать используется для исправления повреждений кузова после аварий. А в психокосметологии этот термин используется для описания процесса выравнивания энергетического фасада человека.
Таким образом, рихтование — это фундаментальная и мощная методика, позволяющая исправлять различные изъяны и недочеты в разных сферах жизни. Главное помнить, что для успешного рихтования нужно быть оснащенным знаниями и поддержкой. А значит, если вы умеете правильно «рихтовать», вы сможете лучше справляться с разными вызывающими задачами и достигать поставленных целей.
Инструмент для рихтовки вмятин
Классическая технология рихтовки кузова автомобиля за время своего существования претерпела множество изменений, и сейчас канули в лету те времена, когда она проводилась одним молотком. Рихтовка кузова авто своими руками – непростой процесс, требующий ответственного подхода, специальных навыков и профессионального инструмента. Приобрести инструмент можно в автомагазинах или на рынке. Он содержит рихтовочные резиновые и пневматические молотки различной формы и размера, разнообразные правки, ударные полотна. Также для выравнивания резких заломов металла может понадобиться домкрат. Приспособления для рихтовки вмятин также можно изготовить своими руками, однако для этого необходимо обладать достаточными знаниями и навыками. Рассмотрим наиболее часто используемые виды рихтовочного инструмента подробнее.
- Ударный инструмент: молотки, киянки. Их предназначение – выравнивание вмятины. Отличия рихтовочных молотков от слесарных значительные. Рабочий боек должен иметь закругленную поверхность и быть хорошо отполированным. Противоположная сторона молоточков делается обычно в форме клюва. Материалы, применяемые для изготовления рихтовочных молотков – цветные металла, пластик, резина, текстолит. Благодаря этому поверхность исправляемой вмятины меньше деформируется, а сам боек спружинивает при ударе. Киянки для рихтовки кузова своими руками обычно делают из твердого дерева или резины.
- Наковальни, штампы, поддержки. Эти приспособления нужны для поддержки выпрямляемого места кузова. По своей форме они должны повторять вмятину, поэтому в профессиональном наборе их достаточно большое количество. Рихтовочный молоток с наковальней всегда должны работать в паре. Главное – правильно подобрать подкладной штамп, необходимо учесть при этом радиус кривизны поверхности, вес и размер поддержки. Для рихтовки авто своими руками можно также воспользоваться подручными предметами, главное – их тщательно подбирать под конкретный изъян кузова. Это могут быть молоты, плиты от утюга, кувалды и т.п.
- Ударные полотна, ложки. Эти приспособления служат для вытягивания вмятины. Также они могут использоваться в качестве поддержек. Одним из наиболее частых случаев их применения при рихтовке авто является отделение внешней поверхности элемента кузова от внутренней панели, например для двери. Если две поверхности ее схлопнулись при ДТП, то перед тем как отрихтовать дверь своими руками придется отделить наружную поверхность от внутренней ложкой для рихтовки. Также часто ложки используются для рихтовки крыши автомобиля и внутреннего исправления кривизны кузовного элемента.
- Рычаги и крюки. Они применяются в случае необходимости вытянуть вмятину изнутри, опираясь на любое ребро жесткости в качестве рычага. Крюков также существует большое число, они отличаются размерами, толщиной металла, углом загиба. Крюк для рихтовки автомобиля своими руками можно сделать и самому, для чего используется металлический пруток диаметром 10-12 мм. Длина его не должна превышать 0,5 м. Угол загиба зависит от геометрии самой вмятины. Ручку крюка нужно делать петлей, чтобы в случае необходимости в нее можно было вставить приспособление для прокрутки.
- Шлифовальный инструмент – напильники, шлифмашинка. Применяются для шлифовки выровненного после рихтовки элемента кузова и выравнивания небольших выпуклостей. Если нет шлифмашины, в гаражных условиях может применяться наждачный круг, закрепленный на электродрели.
Подрихтовка в различных сферах деятельности
Автомобильная промышленность
- Подрихтовка кузовных деталей — одно из важных звеньев в процессе исправления повреждений автомобильных кузовов. Мастера, специализирующиеся на подрихтовке, используют специальные инструменты для восстановления формы поврежденных деталей.
- Подрихтовка кузова после покраски — необходимая процедура для получения идеально ровной поверхности после нанесения краски. Подрихтовка позволяет снять неровности кузова и придать ему однородный вид.
Ремонт и отделка помещений
- Подрихтовка стен — включает в себя удаление неровностей, трещин и других повреждений на поверхности стен. Это важный этап перед нанесением отделочных материалов, таких как обои или краска.
- Подрихтовка пола — осуществляется для устранения неровностей, царапин и других дефектов на поверхности пола. Это позволяет получить идеально ровное основание для укладки напольных покрытий или покрытия пола краской.
Столярное дело и мебельное производство
- Подрихтовка древесины — важный этап в производстве мебели и других изделий из дерева. Подрихтовка подразумевает удаление неровностей, шлифовку и обработку поверхности специальными инструментами и материалами.
- Подрихтовка мебели — процедура, в ходе которой осуществляется удаление дефектов и повреждений на поверхности мебели. Подрихтовка позволяет придать изделию идеальный внешний вид и продлить его срок службы.
Подрихтовка является важным этапом во многих сферах деятельности, требует профессиональных навыков и специализированных инструментов. Благодаря подрихтовке достигается качественный результат и долговечность объектов и поверхностей.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока металлоконструкции, могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
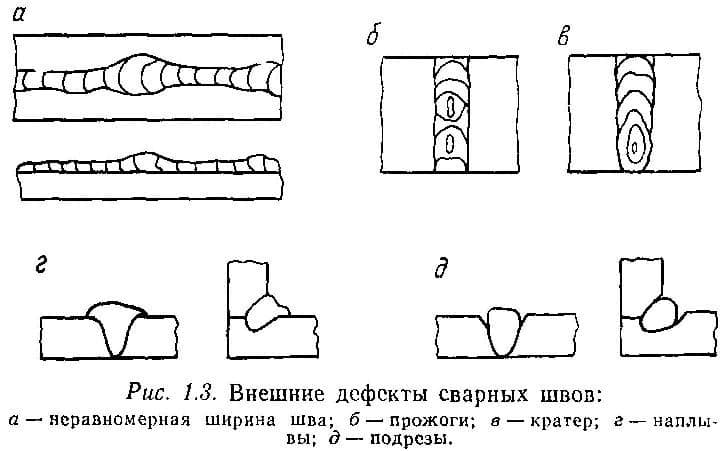
Внешние дефекты сварных швов.
Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления
Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты
Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
https://www.youtube.com/watch?v=g8DD8I_lemQ
Значение слова «рихтовать»

РИХТОВА́ТЬ, —ту́ю, —ту́ешь; прич. страд. прош. рихто́ванный, —ван, -а, -о; несов., перех. Тех. Выпрямлять, выравнивать, выправлять. Рихтовать проволоку.
Источник (печатная версия): Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999; (электронная версия): Фундаментальная электронная библиотека
РИХТОВА’ТЬ, хту́ю, хту́ешь, несов., что (тех.). Выпрямлять, выверять.
Делаем Карту слов лучше вместе
Я обязательно научусь отличать широко распространённые слова от узкоспециальных.
Насколько понятно значение слова умоститься (глагол), умостился:
Предложения со словом «рихтовать»
В то время, как традиционная медицина на некоторое время рихтует «фасад» лица, психокосметология устраняет причины, вызывающие его ускоренное старение.
Дополнительно
Предложения со словом «рихтовать»
В то время, как традиционная медицина на некоторое время рихтует «фасад» лица, психокосметология устраняет причины, вызывающие его ускоренное старение.
Обошлись без технических проблем, разве что стойки шасси регулярно приходилось рихтовать или вклеивать заново.
– Так-так… Кто-то из сильных мира сего рихтовал личико магией в вашем центре?
Правописание
Карта слов и выражений русского языка
Онлайн-тезаурус с возможностью поиска ассоциаций, синонимов, контекстных связей и примеров предложений к словам и выражениям русского языка.
Справочная информация по склонению имён существительных и прилагательных, спряжению глаголов, а также морфемному строению слов.
Сайт оснащён мощной системой поиска с поддержкой русской морфологии.
Источник
Технология производства работ
Существует два способа устройства поверхностных обработок:
- традиционный – с раздельным распределением материалов;
- способ с синхронным распределением вяжущего и щебня.
Традиционный способ
Работы по устройству одиночной поверхностной обработки традиционным способом с использованием битумов, дегтебитумов, битумо- и дегтеполимерных вяжущих производят в следующем порядке:
- подготовка поверхности (очистка от пыли и грязи) и ремонтные работы;
- розлив вяжущего;
- распределение щебня;
- укатка;
- уход в период формирования.
Работы по устройству двойной поверхностной обработки производят в такой последовательности:
- подготовка поверхности (очистка от пыли и грязи) и ремонтные работы;
- первый розлив вяжущего;
- первая россыпь щебня;
- укатка;
- второй розлив вяжущего;
- вторая россыпь щебня (между первой и второй россыпью щебня допускается перерыв не более 3–5 суток);
- укатка;
- уход в период формирования.
Битумощебнераспределитель Chipsealer-19 фирмы Secmair, Франция
Очистку покрытия от пыли и грязи выполняют механическими щетками, наиболее загрязненные участки промывают с помощью поливомоечной машины.
Струны щеток, какова бы ни была их природа (нейлон, сталь), должны быть в хорошем состоянии и достаточно жесткими, чтобы обеспечить эффективное соскабливание.
В случаях, когда старое покрытие не удается полностью очистить от пыли и грязи, оставшихся в мелких трещинах и впадинах, его необходимо подгрунтовать путем розлива жидкого битума по норме 0,3–0,5 л/м2 или битумной эмульсией с расходом 0,5–0,8 л/м2.
Розлив вяжущего производят автогудронатором. Для равномерного розлива вяжущего необходимо обеспечить бесперебойность действия сопел, равномерность работы насоса и требуемую скорость перемещения гудронатора.








Сопла должны быть теплоизолированы и оснащены устройством обогрева, позволяющим поддерживать или обеспечивать определенную температуру вяжущего.
В зависимости от выбранного вяжущего и от ширины обрабатываемой поверхности водитель определяет, с помощью элементов регулировки гудронатора (номограмма, вычислительный диск, программирование), необходимое соотношение между скоростью передвижения и количеством оборотов насоса, который определяет дозирование вяжущего на покрытии.
Во время осуществления распределения соотношение между скоростью автомобиля и количеством оборотов насоса поддерживается постоянным, путем, либо автоматического слежения, либо непосредственного считывания шофером показаний тахометра и счетчика оборотов.
Во время розлива температура битума марок БНД 60/90, БНД 90/130, БН 60/90 и БН 90/130должна составлять 150–160°C; марок БНД 130/200 и БН 130/200 – 100–130°C; температура полимерно-битумного вяжущего – 140–160°C; дегтеполимерного вяжущего – 100–110°C.
Распределение щебня производят самоходным щебнераспределителем, автомобилем-самосвалом с навесным приспособлением или другим механизмом, обеспечивающим быстрое и равномерное распределение щебня. Кузов всех этих механизмов должен быть плоским и без локальных деформаций.
Высота сброса щебня должна быть небольшой, чтобы обеспечить более однородное распределение заполнителя на покрытии. Автощебнераспределители могут быть оснащены системой гидравлического расширения, позволяющей изменять без остановки рабочую ширину от 2,50 до 4 м.
Примеры использования подрихтовки
1. Рихтовка автомобиля
При авариях и повреждении кузова, особенно на грязных дорогах, кузов может пойти в деформацию. Рихтовка автомобиля — это процесс восстановления геометрии кузова, который выполняется с помощью специальных инструментов и приспособлений. Подрихтовщики вытягивают повреждения и выправляют деформации кузова.
2. Рихтовка металлических изделий
Металлические изделия, используемые в промышленности, могут быть повреждены в процессе работы или в процессе транспортировки. Рихтовка металлических изделий — это процесс восстановления формы и геометрии металлических изделий. Подрихтовщики используют специальные приспособления и знания в области обработки металла, чтобы восстановить поврежденные изделия.
3. Рихтовка поврежденных окон
При повреждении стекла в окнах, обычно используются специальные приспособления для рихтовки. Окна при этом выравнивают и восстанавливают изначальный вид. Это может быть полезно для того, чтобы избежать замены окон, и сэкономить деньги и время.
4. Рихтовка мебели
В ходе переезда или в процессе эксплуатации мебель может повреждаться. Рихтовка мебели — это процесс восстановления внешнего вида мебели и формы кресел, стульев, шкафов и т. д. Подрихтовщики восстанавливают повреждения с помощью различных инструментов и приспособлений. Например, коцки на мебели можно исправить с помощью полироли или даже деревянные детали мебели можно обработать с помощью ножовок и шлифовальных инструментов.
5. Рихтовка обуви
При натирании обуви или при появлении царапин, подрихтовка обуви может помочь восстановить ее изначальный вид. Это может быть полезно для продления жизни обуви и экономии денег на ее замену. Рихтовка обуви выполняется с помощью различных инструментов, включая кожаные полировальные круги и круги для шлифовки.
Какое правило применяется?
Чтобы выбрать правильный вариант написания слова, необходимо уточнить значение, в котором оно используется в предложении. Если речь идет о том, чтобы стараться быть похожим на кого-либо, слово пишется через А – «подражать». Это слово лучше просто запомнить, поскольку подобрать к нему проверочное довольно сложно.
Если же предложение повествует о коротком приступе дрожи, рассматриваемое нами слово будет писаться через букву О – «подрожать». Здесь проверочным словом будет «дрожь», в нем четко слышится буква О.
Примеры предложений
- Сколько можно подражать инстаграмным девицам, найди уже свой стиль!
- Знаешь, иногда и подрожать от страха невредно бывает.
Экономические выгоды подрихтовки
Подрихтовка представляет собой процесс выравнивания, подготовки и обработки поверхности перед основными работами. Она играет важную роль в различных отраслях, таких как строительство, автомобильная промышленность, судостроение и многих других.
Одним из основных преимуществ подрихтовки является улучшение качества и долговечности конечной продукции. После подрихтовки поверхность становится гладкой и ровной, что обеспечивает более точное прилегание и соединение элементов. Это позволяет увеличить прочность и надежность, что в свою очередь снижает риск дефектов и повреждений в будущем.
Однако помимо улучшения качества, подрихтовка также является экономически выгодной. Она позволяет сэкономить ресурсы, такие как материалы, время и деньги.
| Экономия материалов | Экономия времени | Экономия денег |
|---|---|---|
| Исправление поверхностных дефектов позволяет избежать необходимости замены или отбраковки материалов, что ведет к снижению затрат на закупку новых. | Подготовка поверхности перед работой позволяет сократить время выполнения основных операций, так как повышается точность и эффективность их проведения. | Снижение вероятности дефектов и повреждений после работы позволяет избежать дополнительных затрат на ремонт или реконструкцию, что экономит деньги компании. |
Таким образом, подрихтовка является неотъемлемой частью процесса производства и имеет ряд экономических выгод. Она позволяет улучшить качество конечной продукции, сэкономить ресурсы и снизить риски повреждений и дефектов, что в итоге приводит к экономическим выгодам для компании.