

ОСНОВНЫЕ РАЗМЕРЫ
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл. .
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | Шаг Р | Число заходов п | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| Ряд 1 | Ряд 2 | Ход резьбы Р
h |
||||
| 10 | 1,5 | 3 | 4,5 | 6* | 9* | 12* |
| 2 | 4 | 6* | 8* | 12* | 16* | |
| 12 | 2 | 4 | 6 | 8* | 12* | 16* |
| 3 | 6* | 9* | 12* | 18* | — | |
| 16 | 2 | 4 | 6 | 8 | 12* | 16* |
| 4 | 8* | 12* | 16* | 24* | — | |
| 20 | 2 | 4 | 6 | 8 | 12* | 16* |
| 4 | 8 | 12* | 16* | 24* | 32* | |
| 24 | (2) | 4 | 6 | 8 | 12 | 16* |
| 3 | 6 | 9 | 12 | 18 | 24 | |
| 5 | 10 | 15* | 20* | 30* | — | |
| 8 | 16* | 24* | 32* | — | — | |
| (2) | 4 | 6 | 8 | 12 | 16* | |
| 3 | 6 | 9 | 12 | 18* | 24* | |
| 28 | 5 | 10 | 15* | 20* | 30* | 40* |
| 8 | 16* | 24* | 32* | — | — | |
| 32 | 3 | 6 | 9 | 12 | 18* | 24* |
| 6 | 12 | 18 | 24* | 36* | 48* | |
| 10 | 20* | 30* | 40* | — | — | |
| 3 | 6 | 9 | 12 | 18 | 24* | |
| 36 | 6 | 12 | 18 | 24* | 36* | 48* |
| 10 | 20* | 30* | 40* | — | — | |
| 40 | 3 | 6 | 9 | 12 | 18 | 24* |
| (6) | 12 | 18 | 24* | 36* | 48* | |
| 7 | 14 | 21* | 28* | 42* | 56* | |
| 10 | 20* | 30* | 40* | 60* | — | |
| 44 | 3 | 6 | 9 | 12 | 18 | 24* |
| 7 | 14 | 21 | 28* | 42* | 56* | |
| (8) | 16 | 24* | 32* | 48* | 64* | |
| 12 | 24* | 36* | 48* | — | — | |
| 48 | 3 | 6 | 9 | 12 | 18 | 24 |
| 8 | 16 | 24 | 32* | 48* | 64* | |
| 12 | 24* | 36* | 48* | 72* | — | |
| 3 | 6 | 9 | 12 | 18 | 24 | |
| 50 | 8 | 16 | 24 | 32* | 48* | 64* |
| 12 | 24* | 36* | 48* | 72* | — | |
| 52 | 3 | 6 | 9 | 12 | 18 | 24 |
| 8 | 16 | 24 | 32* | 48* | 64* | |
| 12 | 24 | 36* | 48* | 72* | — | |
| 3 | 6 | 9 | 12 | 18 | 24 | |
| (8) | 16 | 24 | 32* | 48* | 64* | |
| 55 | 9 | 18 | 27 | 36* | 54* | 72* |
| (12) | 24 | 36* | 48* | 72* | — | |
| 14 | 28* | 42* | 56* | 84* | — | |
| 60 | 3 | 6 | 9 | 12 | 18 | 24 |
| (8) | 16 | 24 | 32* | 48* | 64* | |
| 9 | 18 | 27 | 36* | 54* | 72* | |
| (12) | 24 | 36* | 48* | 72* | 96* | |
| 14 | 28 | 42* | 56* | 84* | — | |
| 4 | 8 | 12 | 16 | 24 | 32 | |
| 70 | 10 | 20 | 30 | 40* | 60* | 80* |
| 16 | 32* | 48* | 64* | 96* | — | |
| 80 | 4 | 8 | 12 | 16 | 24 | 32 |
| 10 | 20 | 30 | 40 | 60* | 80* | |
| 16 | 32 | 48* | 64* | 96* | 128* | |
| 4 | 8 | 12 | 16 | 24 | 32 | |
| (5) | 10 | 15 | 20 | 30 | 40 | |
| 90 | 12 | 24 | 36 | 48* | 72* | 96* |
| 18 | 36 | 54* | 72* | 108* | 144* | |
| (20) | 40 | 60* | 80* | 120* | — | |
| 100 | 4 | 8 | 12 | 16 | 24 | 32 |
| (5) | 10 | 15 | 20 | 30 | 40 | |
| 12 | 24 | 36 | 48 | 72* | 96* | |
| 20 | 40 | 60* | 80* | 120* | 160* | |
| 120 | 6 | 12 | 18 | 24 | 36 | 48 |
| 14 | 28 | 42 | 56 | 84* | 112* | |
| (16) | 32 | 48 | 64* | 96* | 128* | |
| 22 | 44 | 66* | 88* | 132* | 176* | |
| (24) | 48 | 72* | 96* | 144* | 192* | |
| 6 | 12 | 18 | 24 | 36 | 48 | |
| 140 | 14 | 28 | 42 | 56 | 84* | 112* |
| (16) | 32 | 48 | 64 | 96* | 128* | |
| 24 | 48 | 72 | 96* | 144* | 192* | |
| 160 | 6 | 12 | 18 | 24 | 36 | 48 |
| (8) | 16 | 24 | 32 | 48 | 64 | |
| 16 | 32 | 48 | 64 | 96* | 128* | |
| (24) | 48 | 72 | 96* | 144* | 192* | |
| 28 | 56 | 84* | 112* | 168* | 224* | |
| 8 | 16 | 24 | 32 | 48 | 64 | |
| 18 | 36 | 54 | 72 | 108* | 144* | |
| 180 | (20) | 40 | 60 | 80 | 120* | 160* |
| 28 | 56 | 84 | 112* | 168* | 224* | |
| (32) | 64 | 96* | 128* | 192* | 256* | |
| 200 | 8 | 16 | 24 | 32 | 48 | 64 |
| (10) | 20 | 30 | 40 | 60 | 80 | |
| 18 | 36 | 54 | 72 | 108* | 144* | |
| (20) | 40 | 60 | 80 | 120* | 160* | |
| 32 | 64 | 96 | 128* | 192* | 256* | |
| 8 | 16 | 24 | 32 | 48 | 64 | |
| (10) | 20 | 30 | 40 | 60 | 80 | |
| 220 | 20 | 40 | 60 | 80 | 120* | 160* |
| (32) | 64 | 96 | 128* | 192* | 256* | |
| 36 | 72 | 108 | 144* | 216* | 288* | |
| 240 | 8 | 16 | 24 | 32 | 48 | 64 |
| 22 | 44 | 66 | 88 | 132* | 176* | |
| 36 | 72 | 108 | 144* | 216* | 288* | |
| 12 | 24 | 36 | 48 | 72 | 96 | |
| 250 | 22 | 44 | 66 | 88 | 132 | 176* |
| (24) | 48 | 72 | 96 | 144* | 192* | |
| 40 | 80 | 120 | 160* | 240* | 320* | |
| 12 | 24 | 36 | 48 | 72 | 96 | |
| 260 | 22 | 44 | 66 | 88 | 132 | 176* |
| 40 | 80 | 120 | 160* | 240* | 320* | |
| 280 | 12 | 24 | 36 | 48 | 72 | 96 |
| 24 | 48 | 72 | 96 | 144 | 192* | |
| 40 | 80 | 120 | 160* | 240* | 320* | |
| 12 | 24 | 36 | 48 | 72 | 96 | |
| 300 | 24 | 48 | 72 | 96 | 144 | 192* |
| 44 | 88 | 132 | 176* | 264* | 352* | |
| 320 | 12 | 24 | 36 | 48 | 72 | 96 |
| 48 | 96 | 144 | 192* | 288* | 384* |
Примечания:
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п. 4.5.
4. Резьбу, для которой не указано числовое значение хода Р
h, применять не допускается. Угол подъема этой резьбы превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
3.2. Номинальные размеры наружного, среднего и внутреннего диаметров резьбы — по ГОСТ 24737.
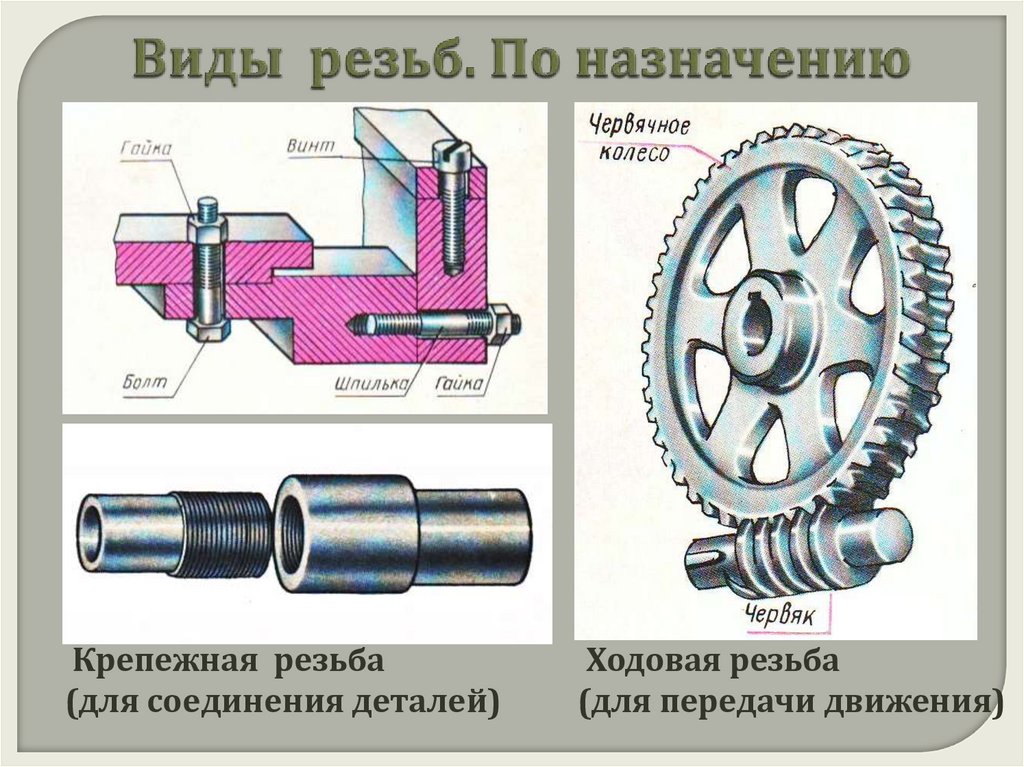
Стопорение крепежных элементов
Главный критерий, согласно которому способы стопорения подразделяется на виды –характер воздействия на крепежные элементы. На его основе выделяются 3 группы методов, препятствующих ослаблению резьбового соединения.
- Обеспечивающие формирование дополнительного трения за счет давления, направленного по оси либо ориентированного радиально. Наибольшее распространение из этой группы получило использование контргайки: ее затягивают после того, как основная гайка, собственно, и создающая скрепление, будет накручена до упора. Другой вариант – стопорение винтом. В одной из граней гайки высверливается отверстие, и в нем нарезается резьба. Затем подбирается винт. Его длина должна немного превышать толщину грани гайки, а параметры резьбы – совпадать с характеристиками резьбовой накатки, ранее проделанной в боковом отверстии гайки. Дальнейшие действия такие: гайка накручивается до упора, после чего в имеющееся на ее грани гнездо ввинчивается стопорящий винт, пока он не войдет в соприкосновение со стержнем болта. Чтобы не допустить смятие резьбовой нити последней детали, перед винтом обычно помещают в отверстие шарик из мягкого металла, например, алюминия.
- Фиксирующие взаиморасположение компонентов болтокомплекта. В число этих методов входят фиксация проволокой, способными к деформации либо пружинными шайбами, а также шплинтование. Установка стопорной шайбы выполняется достаточно просто. Она подкладывается под гайку, ее ус вводится в паз, предварительно подготовленный на поверхности скрепляемой детали, а фрагмент самой шайбы деформируется так, чтобы он плотно прилегал к одной из граней гайки. Повторно применять данное изделие нельзя.
- Осуществляющие местную пластическую деформацию. Это, преимущественно, кернение. Проводиться данная операция может как со стержнем болта, так и с боковой поверхностью гайки.
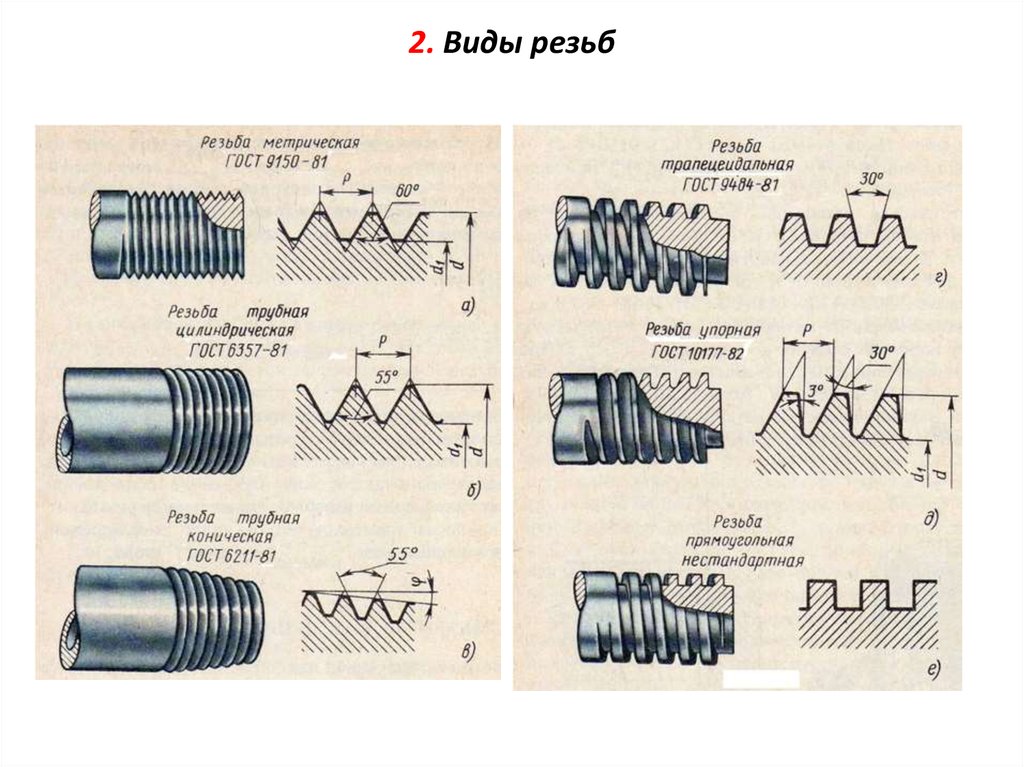
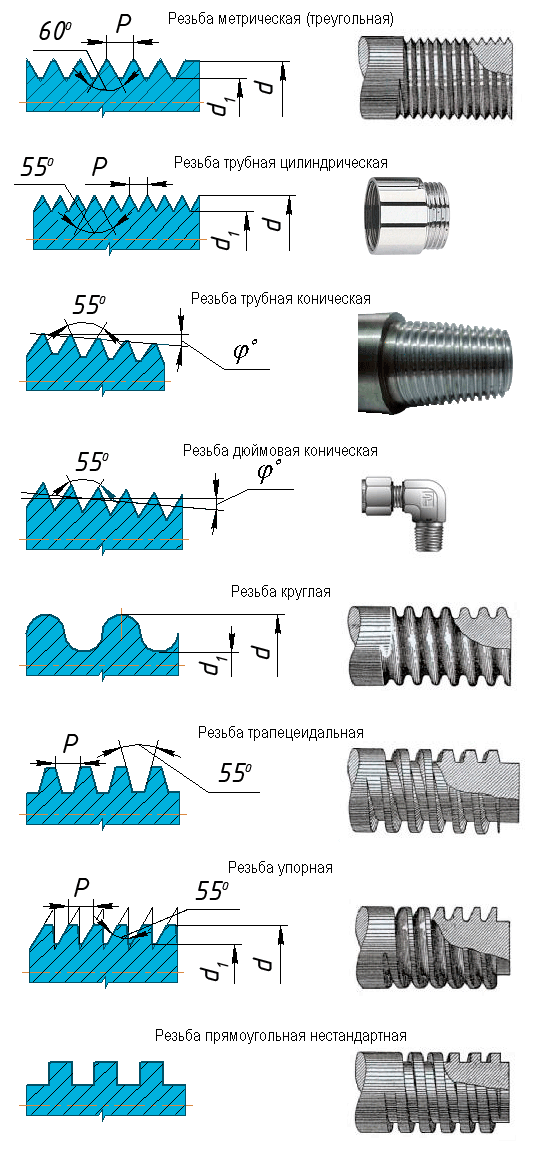
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰. Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.  В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Таблицы диаметров водопроводных труб
Одной из важнейших характеристик стальной трубы считается ее диаметр (D). На основании этого параметра производятся все требуемые расчеты при проектировании объекта. Как подобрать диаметр, чтобы не ошибиться?
Диаметры металлических труб стандартизированы и должны соответствовать значениям ГОСТа 10704–91.
Условно они разбиты на несколько подгрупп:
- Большие – 508 мм и выше,
- Средние – от 114 до 530 мм,
- Малые – меньше 114 мм.
Классификация
Когда необходимо провести водопровод, устанавливаются обыкновенные трубы, способные выдержать небольшую нагрузку. В частном доме лучше использовать сварные металлические водопроводы. Стоимость таких изделий несколько ниже аналогичных бесшовных. Технические характеристики и свойства такого изделия полностью отвечают всем требованиям прокладки водопровода.
Основные габаритные параметры
В зависимости от этой характеристики и ее числового значения определяется необходимое значение диаметра металлической трубы. Все основные значения регламентируются ГОСТом и соответствующими техническими условиями. В них входят:
- Внутренний D.
- Наружный D. Считается главной габаритной характеристикой в соответствии с ГОСТом.
- Условный D. За основу берется минимальное значение внутреннего диаметра.
- Толщина стенки.
- Номинальный D.
Изделия из металла и их наружные диаметры
Все виды металлических труб изготавливаются на заводе, основываясь на их внешнем диаметре «Dн». Стандартные значения диаметров показаны в нижеприведенной таблице.
В промышленности и строительстве в основном пользуются изделиями, диаметры которых находятся в диапазоне 426–1420 мм. Промежуточные стандартные размеры водопроводных труб берутся из таблицы.
Малый D металлических изделий в основном применяется для прокладки водопроводов в жилых домах.
Средний D металлических трубопроводов используется для прокладки городского водопровода. Такие водопроводные трубы используют промышленные системы, занимающиеся добычей сырой нефти.
Большие размеры стальных трубопроводов нашли применение в создании и прокладке магистральных нефтепроводов. Они же применяются и в газовой индустрии. По таким трубопроводам происходит подача газа в любой уголок планеты.
Внутренний Диаметр
Этот размер металлической трубы (Dвн) может иметь разные значения. Причем значение внешнего D всегда остается неизменным. Чтобы стандартизировать диаметр труб для водопровода, проектировщики пользуются специальным значением, называемым «условным проходом». Такой диаметр имеет свое обозначение Dу.
По сути, условным проходом является минимальное значение внутреннего диаметра данного изделия, округленное до целого числа. Округление всегда выполняется только в сторону максимального значения. Значение условного D регламентируется ГОСТом 355–52.
Для расчета внутреннего D пользуются специальной формулой:
Dвн = Dн – 2S.
Внутренние диаметры стальных изделий находятся в диапазоне от 6 до 200 миллиметров. Все промежуточные значения показаны в соответствующей таблице.


Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Пластиковые
В наше время альтернативой металлическим трубам стали их пластиковые аналоги. Причем их размеры имеют больше разброс. Материалом для такого изделия служит:
Каждый производитель таких труб сам устанавливает свою размерную сетку. Поэтому если изготавливается одна система, желательно использовать детали одного и того же производителя.
Безусловно, расхождения обязательно будут, но они будут минимальными, и не вызовут особых трудностей у хорошего мастера. Если у человека мало опыта, ему придется приложить некоторые усилия, чтобы подогнать все размеры.
Таблица размеров пластиковых труб для водопровода с применением полипропилена различной плотности показывает самые популярные модели.
Когда прокладываются всевозможные коммуникации, строители используют и другие диаметры водопроводных пластиковых труб.
Диаметры водопроводных труб в таблице помогают подбирать подходящее изделие для проведения ремонта или других работ.
Такие изделия применяются для монтажа водопровода вне здания. В жилых помещениях чугунный водопровод устанавливается крайне редко. Этот материал обладает высокой прочностью, но повышенной хрупкостью. Его основным недостатком считается большой вес, высокая стоимость. Эксплуатация таких чугунных изделий рассчитана на долгие годы.
Чтобы сравнить размеры чугунных водопроводных изделий, ниже показана таблица, в которой приведены размеры чугунной трубы класса «А».
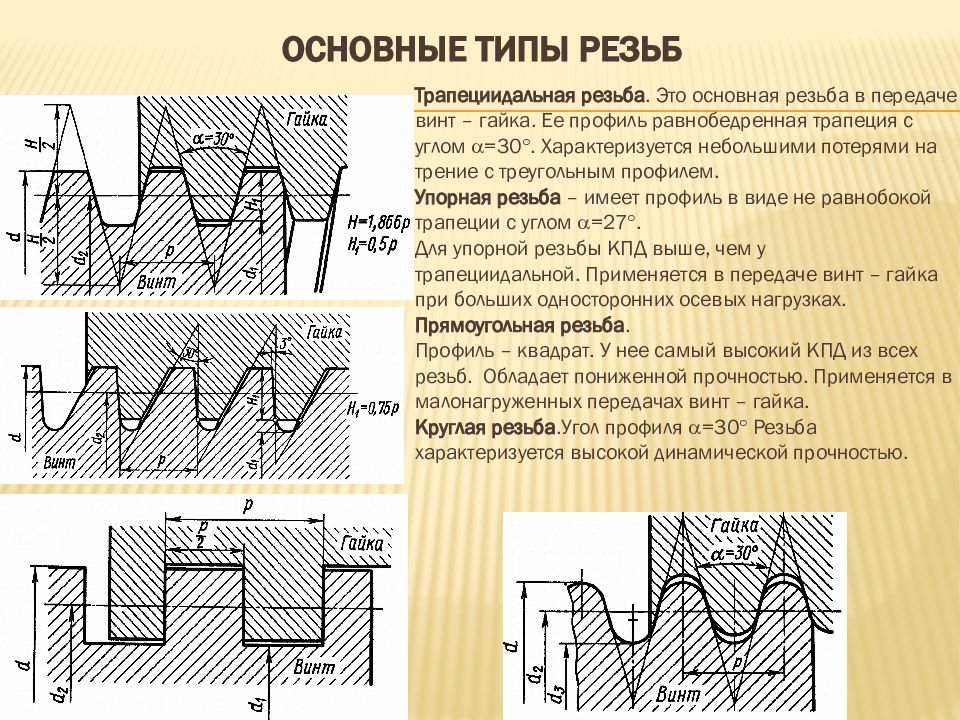
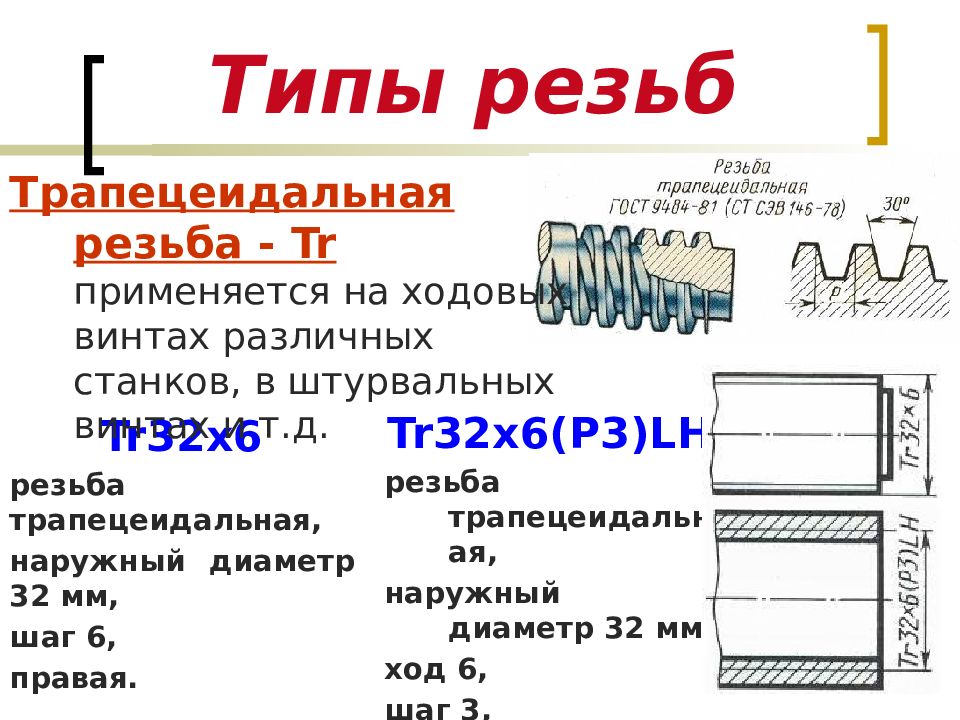
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.
Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
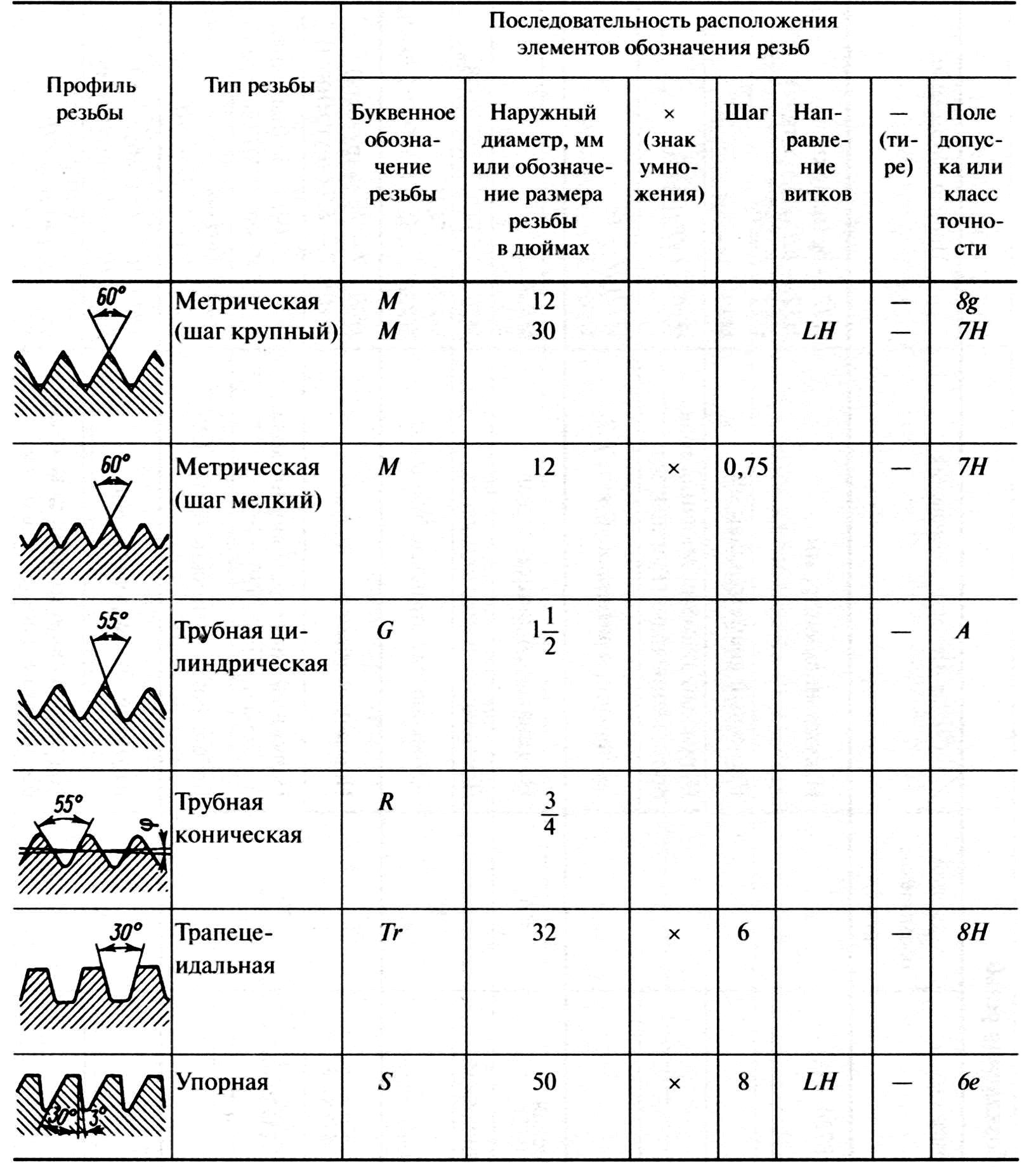
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Многозаходная резьба. Основные понятия
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
Нарезание резьбы
Такая операция производится следующими способами:
- резцами или резцовыми гребенками;
- накатыванием с помощью круглых нарезных плашек;
- фрезерованием;
- шлифованием;
- плашками и метчиками.
Нарезание резьбы резцами выполняется на станке. Такой метод выполнения резьбы используется при необходимости получения точных ходовых винтов или калибров. Производительность такого метода низка, поэтому он используется редко.
Основным методом получения резьбы в промышленности является метод накатывания. При этом деталь зажимается в суппорте станка и прокатывается между роликами, имеющими профиль резьбы. В результате на стержне выдавливается резьбовой профиль.
При фрезеровании резьбы на станках используется гребенчатая фреза. При этом фреза врезается в тело детали и формирует на ней резьбу. Периодически происходит перемещение фрезы на шаг резьбы.
Для получения точной резьбы на коротких деталях (калибрах, резьбовых роликах) используются шлифовальные круги.
Наиболее распространенным методом нарезания резьбы является использование плашек и метчиков. При этом существуют круглые и раздвижные плашки (клупповые).
При нарезании наружной резьбы на станке плашка устанавливается и крепится в специальном приспособлении. При нарезании внутренней резьбы используется комплект машинных метчиков.
Ручное нарезание резьбы
Часто резьбу необходимо нарезать в домашних условиях.
Для того чтобы произвести нарезание внешней резьбы необходимо проделать следующие операции:
Зажать в тисках стержень для нарезания резьбы
Диаметр стержня должен быть равен внешнему диаметру выбранной резьбы.
Подобрать плашку и установить ее в плашкодержатель.
На конце стержня напильником снять фаску и смазать заготовку маслом.
Аккуратно надеть плашку на конец заготовки.
Осторожно без перекосов наворачивать плашку на стержень.
Прогнать плашку до конца резьбы.. Для получения внутренней резьбы надо:
Для получения внутренней резьбы надо:
- По таблице выбрать необходимый для данной резьбы диаметр сверла. При отсутствии таблицы диаметр сверла приближенно можно оценить, если вычесть шаг резьбы из ее диаметра. Например, для метрической резьбы М10 шаг составляет 1,5 мм. В этом случае диаметр требуемого сверла равен 8,5 мм.
- Отметить на заготовке керном углубление, зажать деталь в тиски и с помощью дрели просверлить отверстие под резьбу. Дрель должна обязательно находиться под углом в 90° к поверхности детали. Для учета конусности метчика глухое отверстие должно иметь некоторый запас по глубине.
- Установить в патрон дрели зенковку и сделать фаску глубиной не менее 1 мм. Перекос фаски недопустим.
- Вставить хвостовик метчика под номером 1 (отмечен 1-й риской) в вороток и смазать рабочую часть метчика маслом.
- Вращать вороток с метчиком. Для уменьшения нагрузки на инструмент и сброса стружки на каждые 2 оборота вперед делать по одному обороту назад.
- После прогона резьбы метчиком № 1 повторить операцию метчиком № 2, который отмечен двумя рисками и чистовым метчиком № 3 (с тремя рисками).
1 — Метчики. 2 — Плашки. 3 — Воротки

Рекомендации по нарезанию резьбы
При нарезании резьбы желательно выполнять следующие рекомендации:
- При нарезании внешней резьбы на стержне необходимо обязательно снять фаску, установить плашку без перекосов, смазать заготовку маслом.
- В случае перекоса стержня отрезать испорченный кусок металла и начать нарезание резьбы сначала.
- При нарезании внутренней резьбы отверстие должно быть просверлено перпендикулярным плоскости детали, должна быть выбрана фаска, а черновой метчик смазан маслом.
- При выборе метчиков отдавать предпочтение метчикам из быстрорежущей стали, так как метчики из углеродистой стали могут сломаться.
- Не рекомендуется также при нарезании внутренней резьбы использовать механизацию, так как это также может привести к поломке метчика из-за трудностей при выборе усилия и угла нажима.
- В случае поломки метчика для его извлечения необходимо использовать специальный экстрактор или попытаться обточить торчащий обломок метчика и вывернуть его плоскогубцами. Возможный вариант извлечения – использование азотной кислоты для удаления режущих кромок метчика.
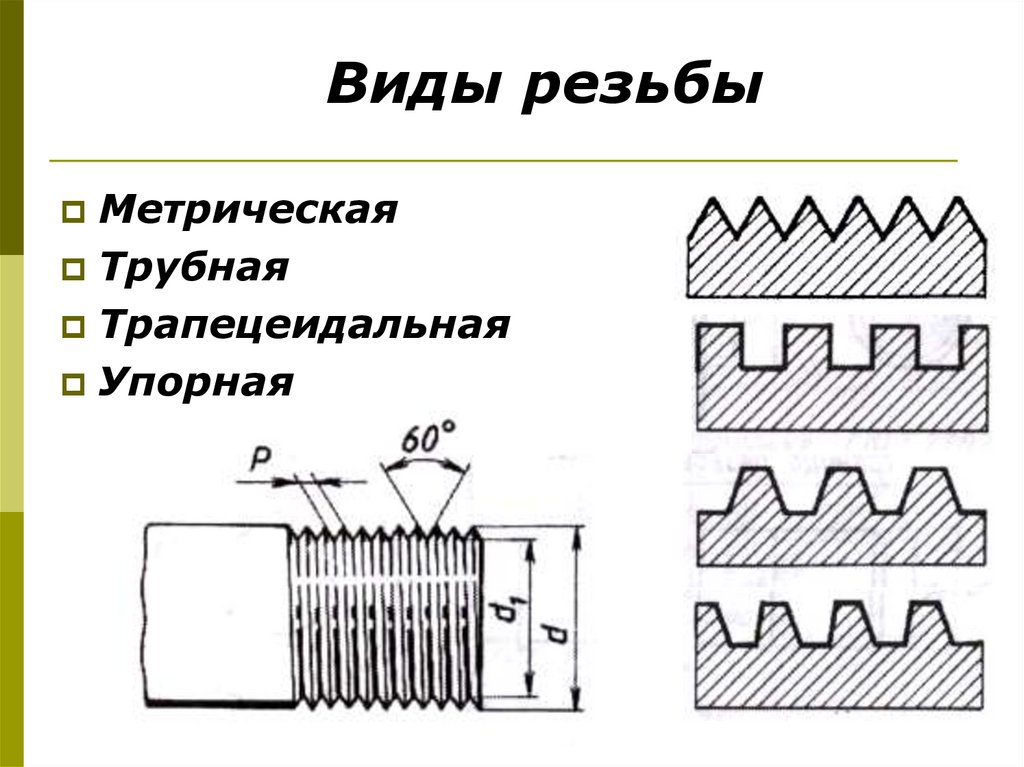
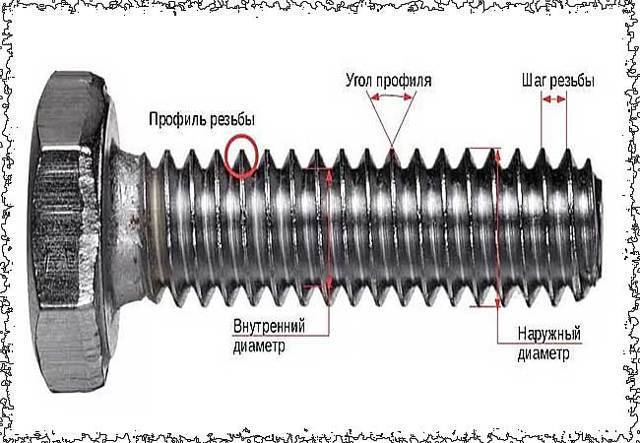
Основные параметры и свойства
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
Лучший выбор надежной крепежной продукции
Шпилька с резьбой, которую профессиональные мастера называют штангой, состоит из длинного стержня с резьбой в конце, длина которого бывает от 1-2 м. В каталоге крепежа представлен лучший выбор крепежной продукции, которая отличается высокой прочностью и устойчивостью к влиянию коррозии, а также полностью соответствует стандартам качества. Также каталог имеет удобную и систематизированную структуру.
Крепежи широко используются в строительной, промышленной сферах и мебельном производстве. Огромный ассортимент винтов для мебели помогает осуществить самые трудные и необычные задачи в создании новых конструкций. Крепежная продукция из нержавеющей стали используется в других сферах промышленности. Поэтому, выбор крепежа в компании ОПМ – это не только выгодная покупка, но и приятная система скидок для покупателей.
Виды трубной резьбы
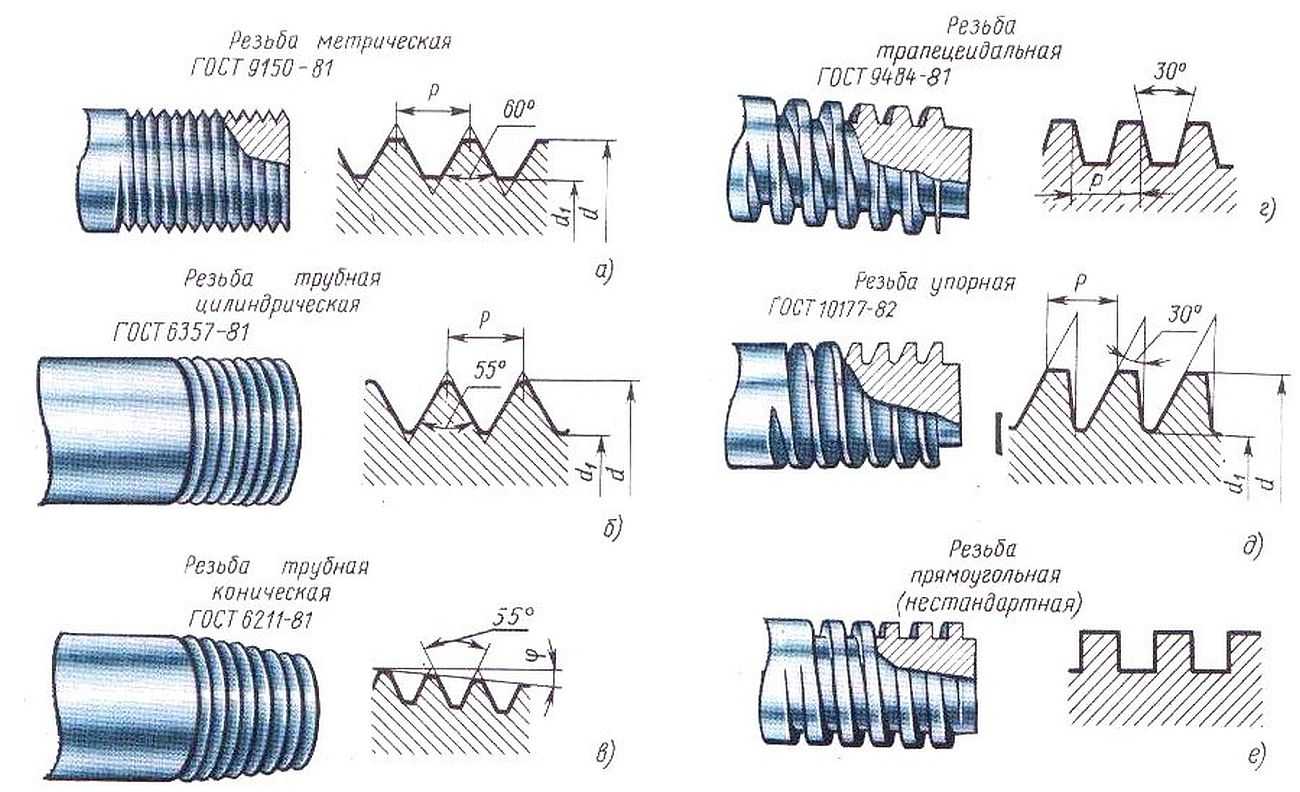
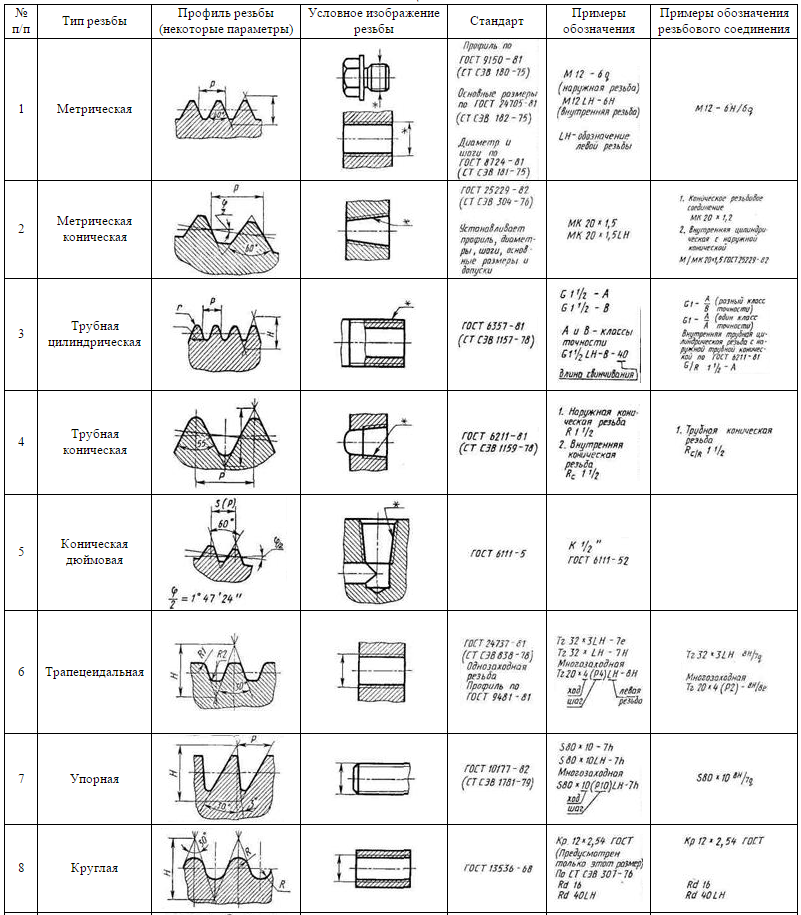
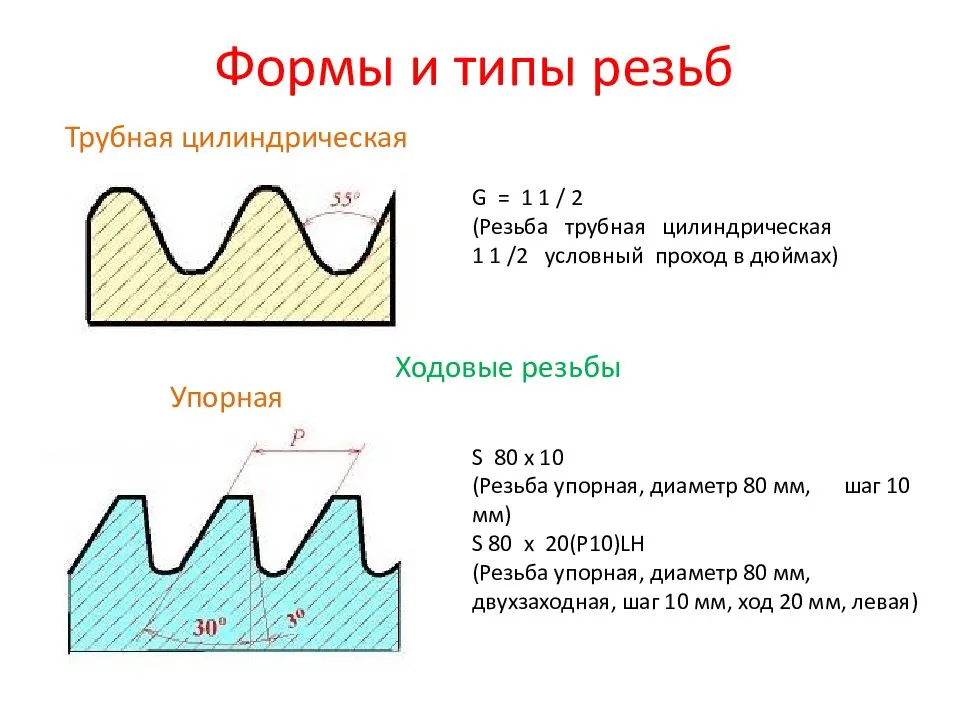
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).
Профиль цилиндрической трубной резьбы
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | ||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9.728 | 9.147 | 8,566 | |||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | |||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | |
| 3/4″ | 22,911 | 21,749 | 20,587 | |||
| 5/8″ | 26,441 | 25,279 | 24,117 | |||
| 7/8″ | 30,201 | 29,039 | 27,877 | |||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | |||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | |||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | |||
| 1 1/2 | 47,803 | 46,324 | 44,845 | |||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | |||
| 2″ | 59,614 | 58,135 | 56,656 | |||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | |||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | |||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | |||
| 3″ | 87,884 | 85,405 | 84,926 | |||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | |||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | |||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | |||
| 4″ | 113.030 | 111.551 | 110.072 | |||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | |||
| 5″ | 138,430 | 136,951 | 135,472 | |||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | |||
| 6″ | 163,830 | 162,351 | 160,872 |
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
Коническая трубная резьба: особенности, таблица размеров, обозначение
Этот вид резьбовых соединений применяется там, где необходима высокая надежность соединения. Коническая трубная резьба отличается тем, что наносится на конус. Профиль ее при этом остается точно таким же, но добавляются две величины — рабочая длина резьбы l1 и l2 — длина от торца до основной плоскости. Эти столбцы добавлены в таблицу.
Трубная коническая резьба: профиль, основные размеры
| D = d | D1 = d1 | D2 = d2 | l1 | l2 | |||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26.441 | 25.279 | 24.117 | 14.5 | 9.5 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | 16.8 | 10.4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19.1 | 12.7 | ||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | 19.1 | 12.7 | ||
| 2″ | 59,614 | 58,135 | 56,656 | 23.4 | 15.9 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26.7 | 17.5 | ||
| 3″ | 87,884 | 85,405 | 84,926 | 29.8 | 20.6 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31.4 | 22.2 | ||
| 4″ | 113.030 | 111.551 | 110.072 | 35.8 | 25.4 | ||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||
| 6″ | 163,830 | 162,351 | 160,872 | 40,1 | 28,6 |
Обозначается цилиндрическая резьба буквой R с индексами, которые обозначают тип поверхности:
- Просто R для наружной конической резьбы.
- Rc — коническая внутренняя.
- Rp — цилиндрическая внутренняя.
После букв ставится условный размер трубы в дюймах, затем, если нанесение левостороннее, добавляют LH. Например, R 3/4, R2 1/2 LH. При описании резьбовых соединений, обозначения пишут в виде дроби. Обычно в числителе наружная, в знаменателе внутренняя. Например, Rc/R 3/8.
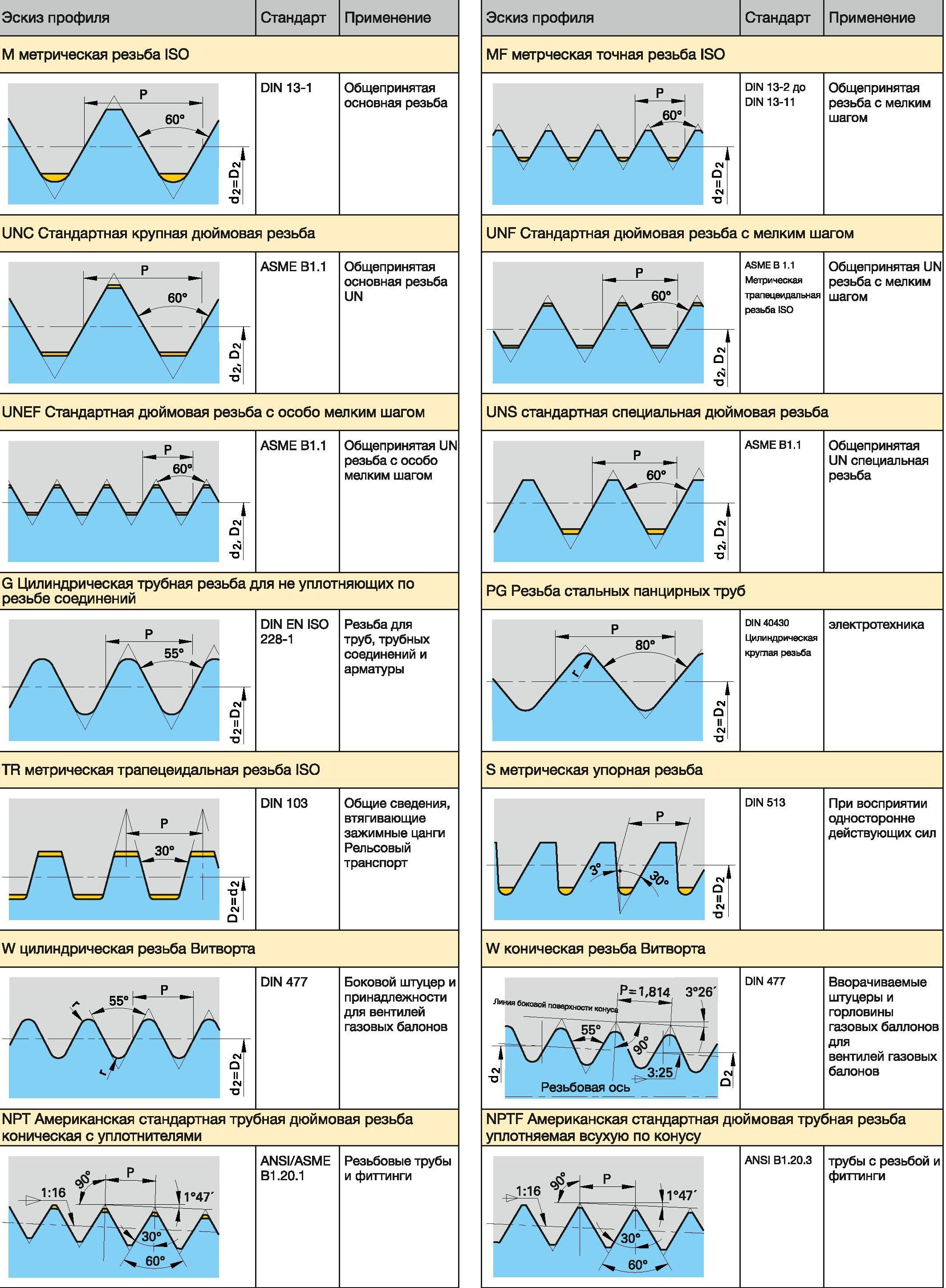
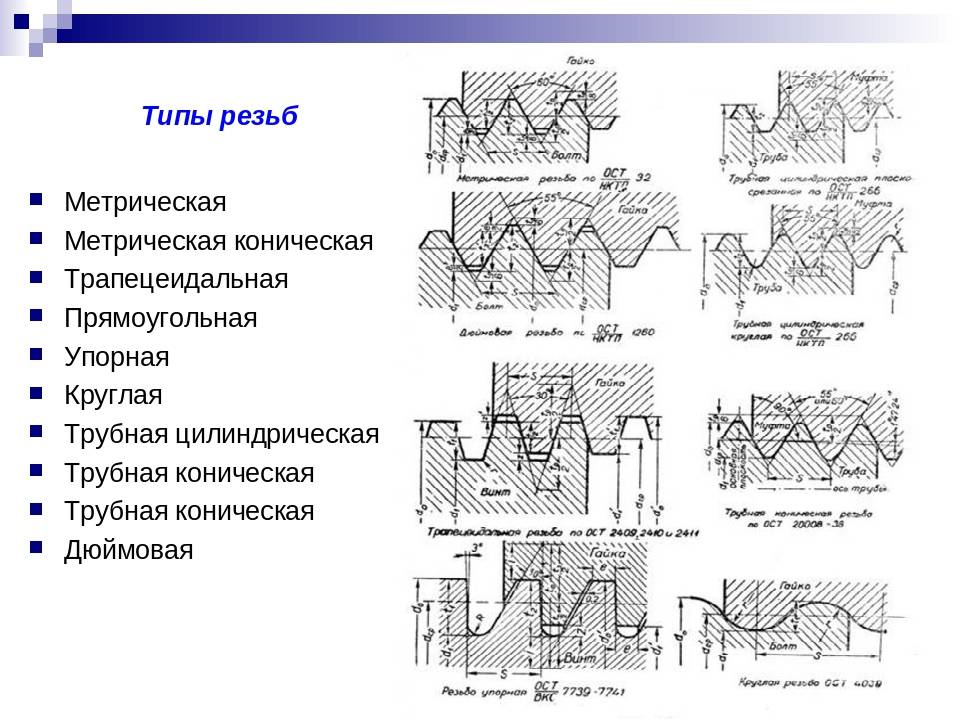
Типы специальной резьбы
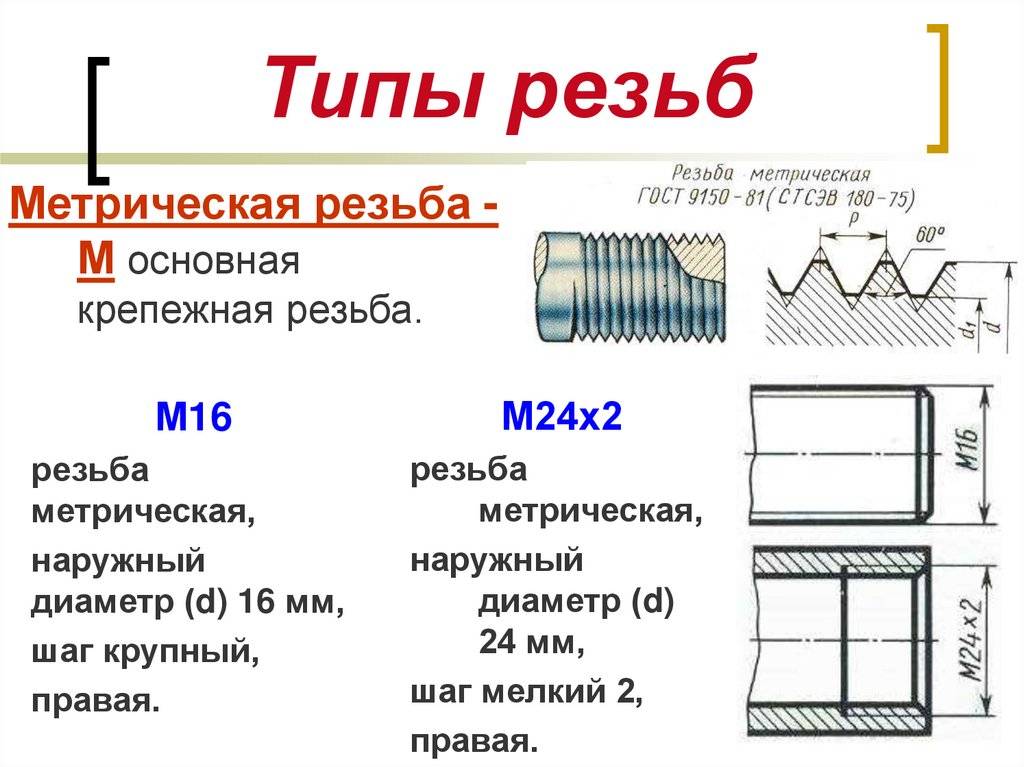
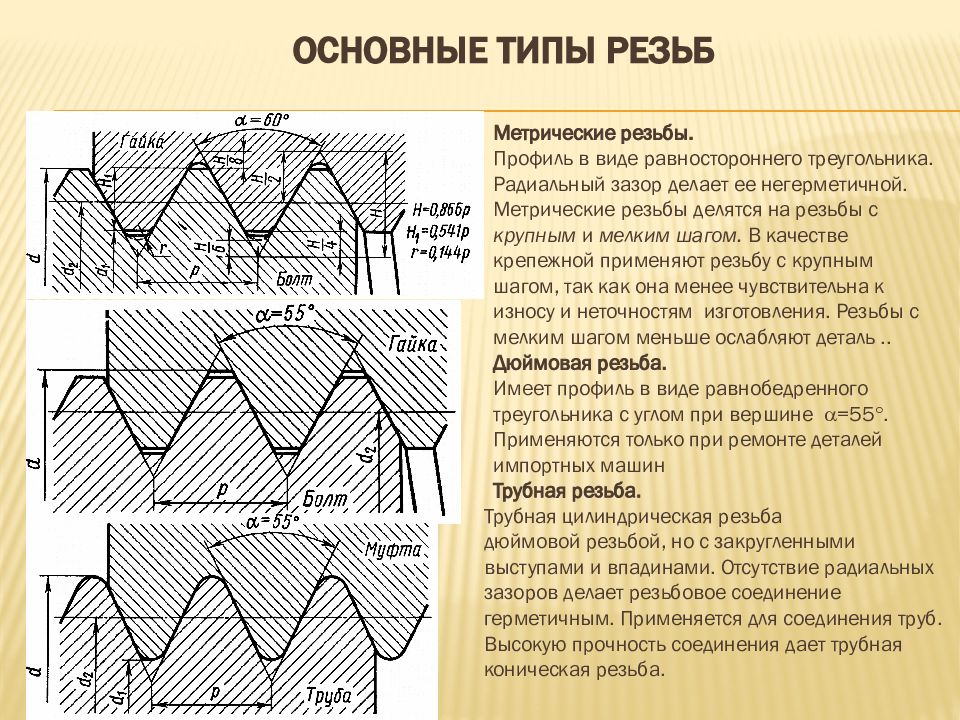
- Метрическая резьба: этот тип резьбы используется в большинстве стран мира. Она имеет метрическую систему измерений, где размер резьбы указывается в миллиметрах.
- Дюймовая резьба: в Соединенных Штатах и некоторых других странах используется дюймовая система измерений. Размер резьбы указывается в долях дюйма.
- Трапециевидная резьба: этот тип резьбы имеет форму трапеции. Он обычно используется в тех случаях, когда необходима повышенная прочность соединения.
- Штифтовая резьба: штифтовая резьба используется для соединения деталей, которые должны быть легко снятыми и установленными, например, для регулировки или замены.
- Трубная резьба: данная резьба используется для соединения труб и фитингов в системах водоснабжения, отопления и промышленности.
- Точная резьба: эта резьба имеет очень малый шаг и используется в приборостроении и инструментальном производстве.
Каждый из этих типов специальной резьбы имеет свои особенности и применяется в определенных сферах деятельности. Выбор правильной резьбы зависит от требований конкретного проекта и характеристик соединяемых элементов.
Преимущества многозаходной резьбы
Во-первых, многозаходная резьба позволяет значительно сократить время обработки деталей. Благодаря специально разработанному процессу резьбления, этот метод позволяет одновременно резать несколько резьбовых линий. В результате, процесс изготовления деталей занимает меньше времени, что сокращает простои оборудования и повышает его производительность.
Во-вторых, многозаходная резьба обеспечивает более высокую точность обработки. Благодаря использованию специализированных режущих инструментов, этот метод позволяет получить более точные и однородные резьбовые соединения
Это особенно важно для промышленных отраслей, где точность является критическим фактором для надежности и безопасности конечных изделий
В-третьих, многозаходная резьба обладает повышенной силой удержания. Благодаря специальному процессу резьбления, резьбовые соединения, полученные с использованием многозаходной резьбы, имеют более высокую силу удержания
Это делает их более надежными и устойчивыми к нагрузкам и вибрациям, что особенно важно для применения в автомобильной и авиационной промышленности
В-четвертых, многозаходная резьба позволяет сэкономить материалы. Благодаря специальной конструкции и процессу резьбления, этот метод позволяет изготавливать резьбовые соединения с более низкими материалоемкостью. Это не только экономически эффективно, но также способствует снижению веса и повышению энергоэффективности конечных изделий.
В-пятых, многозаходная резьба является универсальным методом, который может быть применен для обработки различных материалов, включая металлы, пластмассы и композиты. Такое многофункциональное использование делает многозаходную резьбу идеальным инструментом для широкого спектра инженерных и производственных задач.
В целом, преимущества многозаходной резьбы делают ее незаменимой технологией для современной промышленности. Ее применение позволяет сократить время и затраты на обработку деталей, повысить точность и надежность резьбовых соединений, а также сэкономить материалы. Это делает многозаходную резьбу идеальным выбором для множества инженерных задач.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:
- Долговечность.
- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
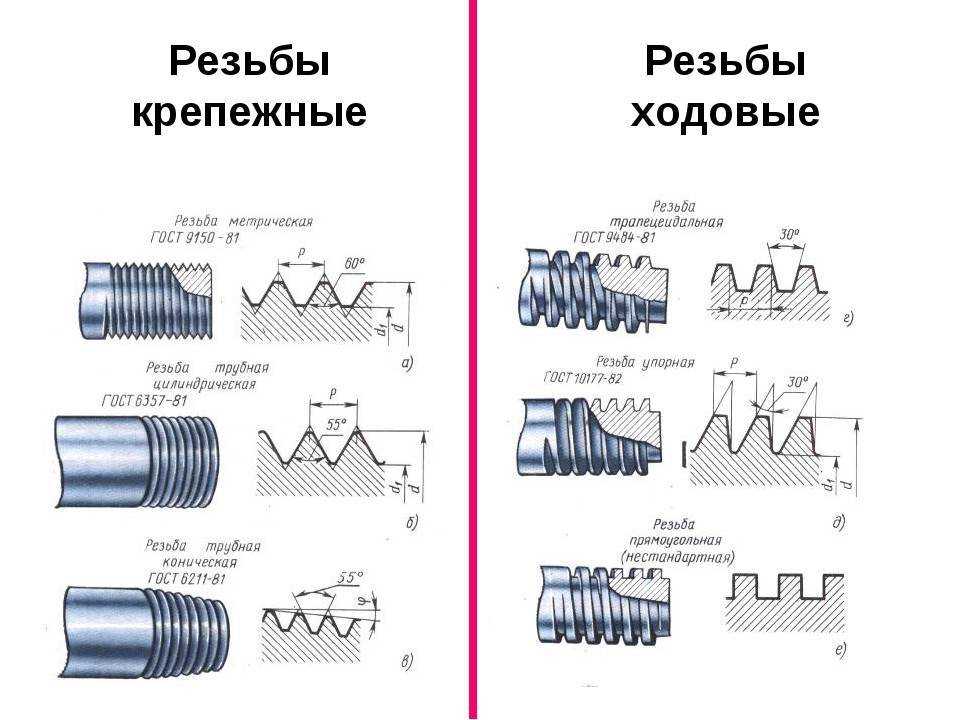
Классификация резьбовых соединений
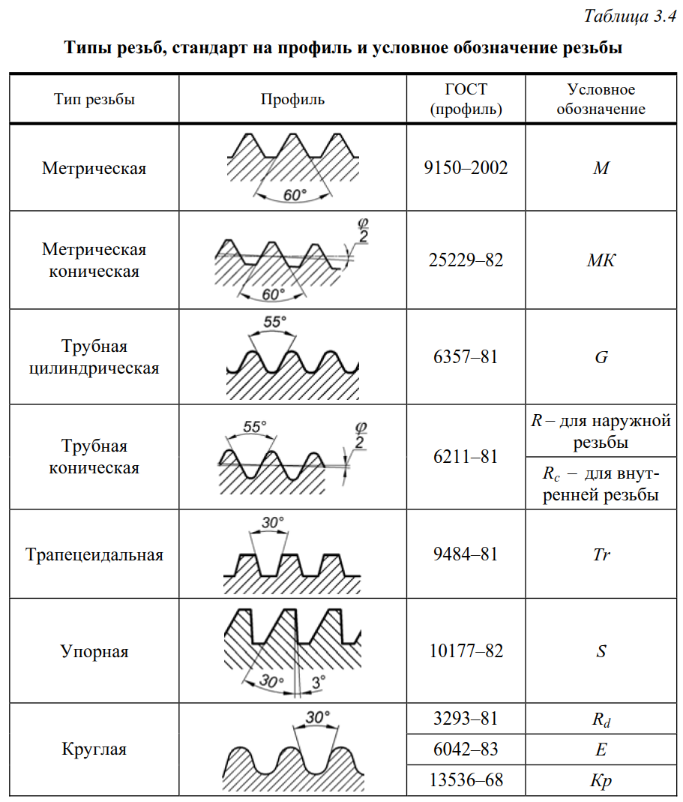
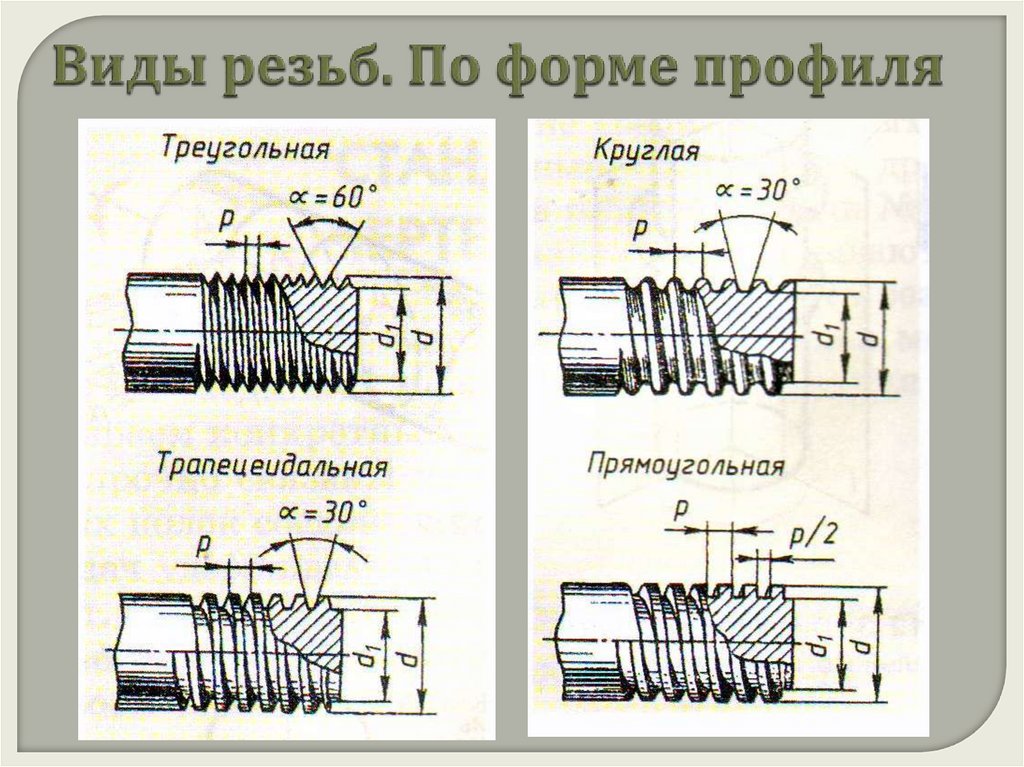
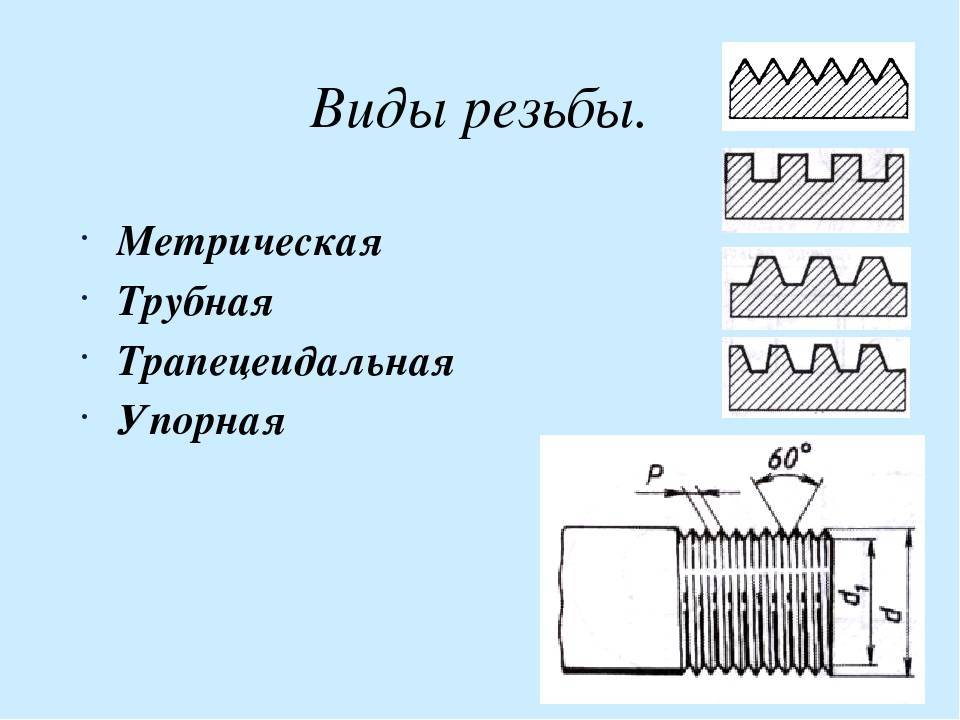
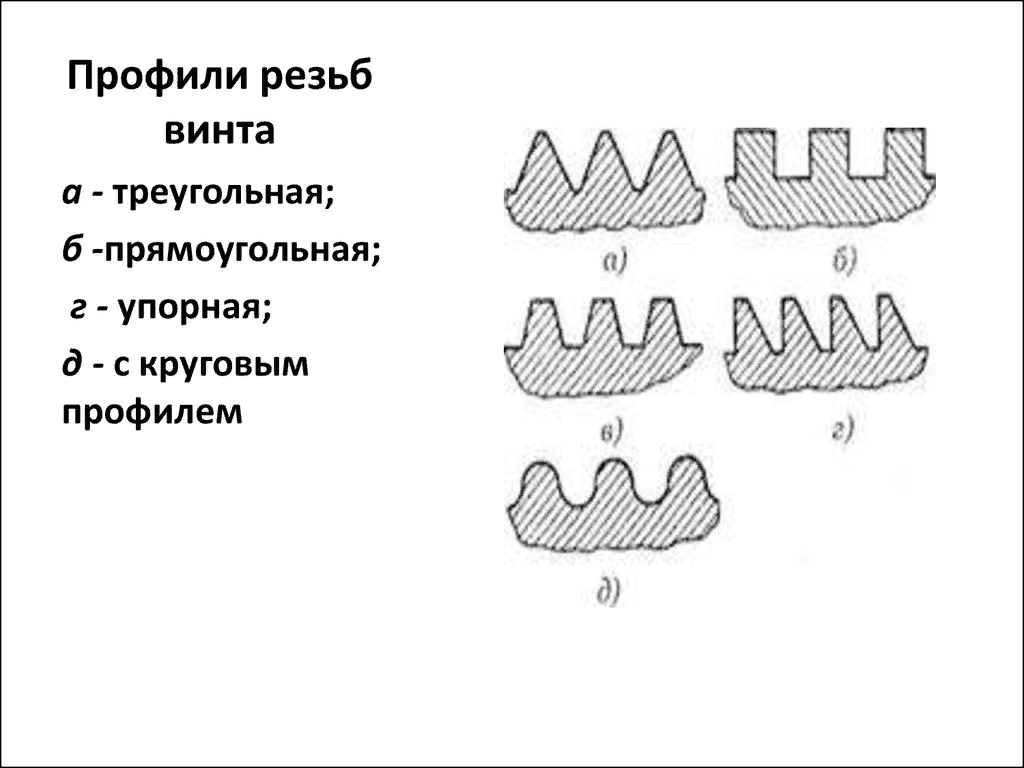
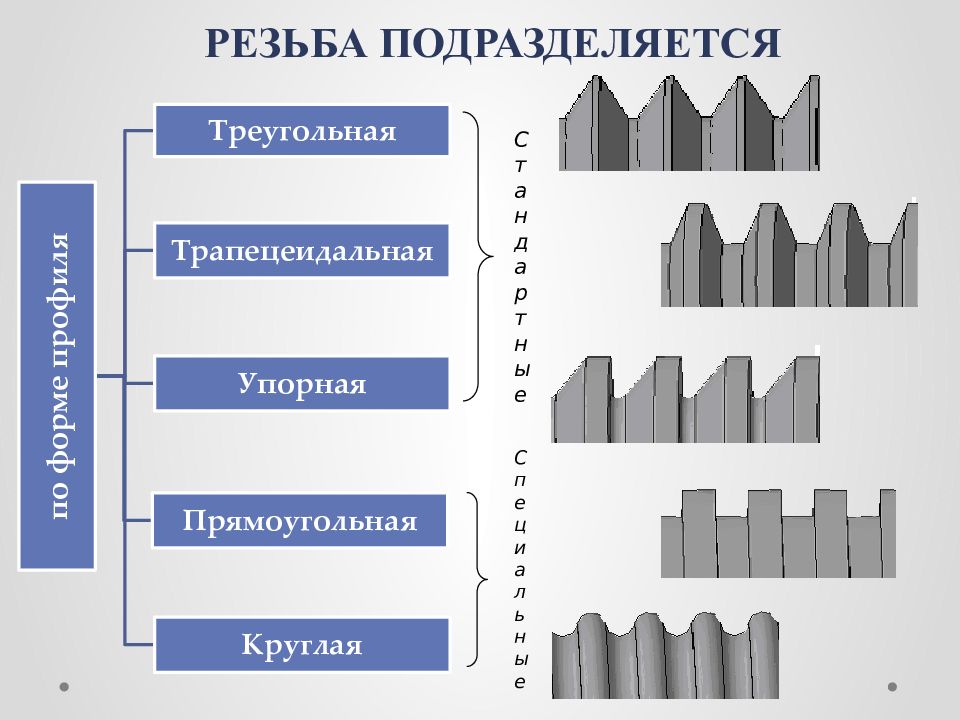
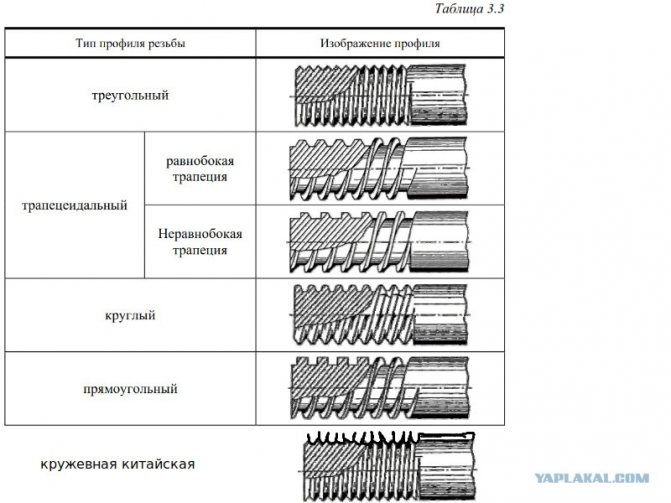
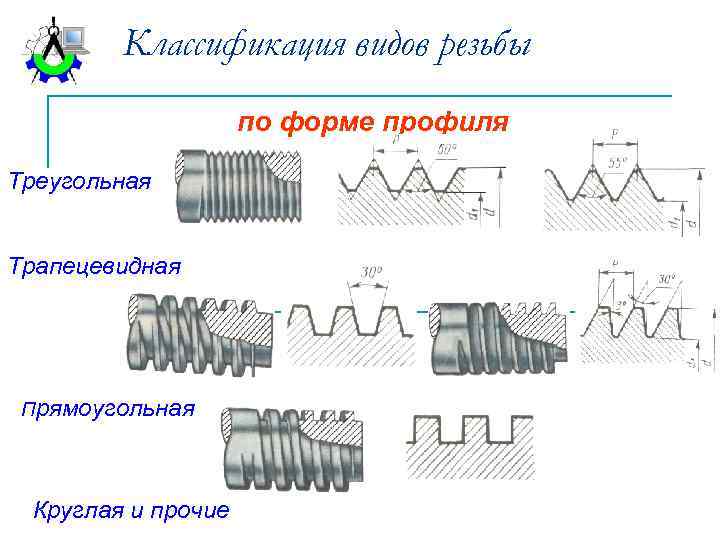
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.

Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
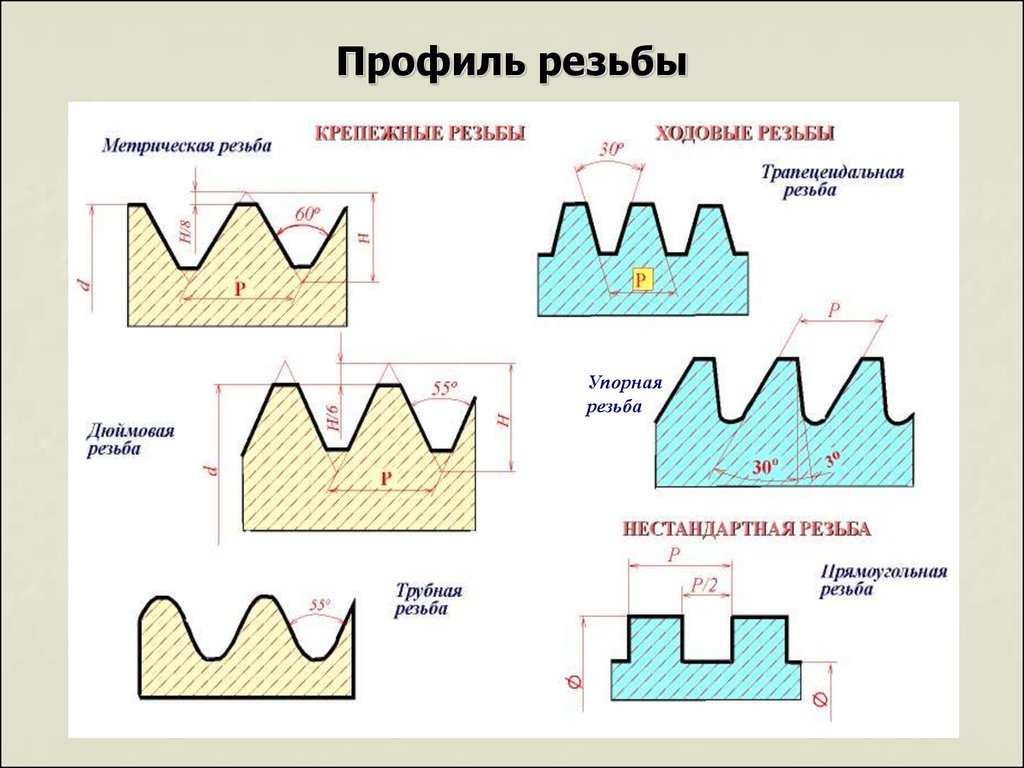
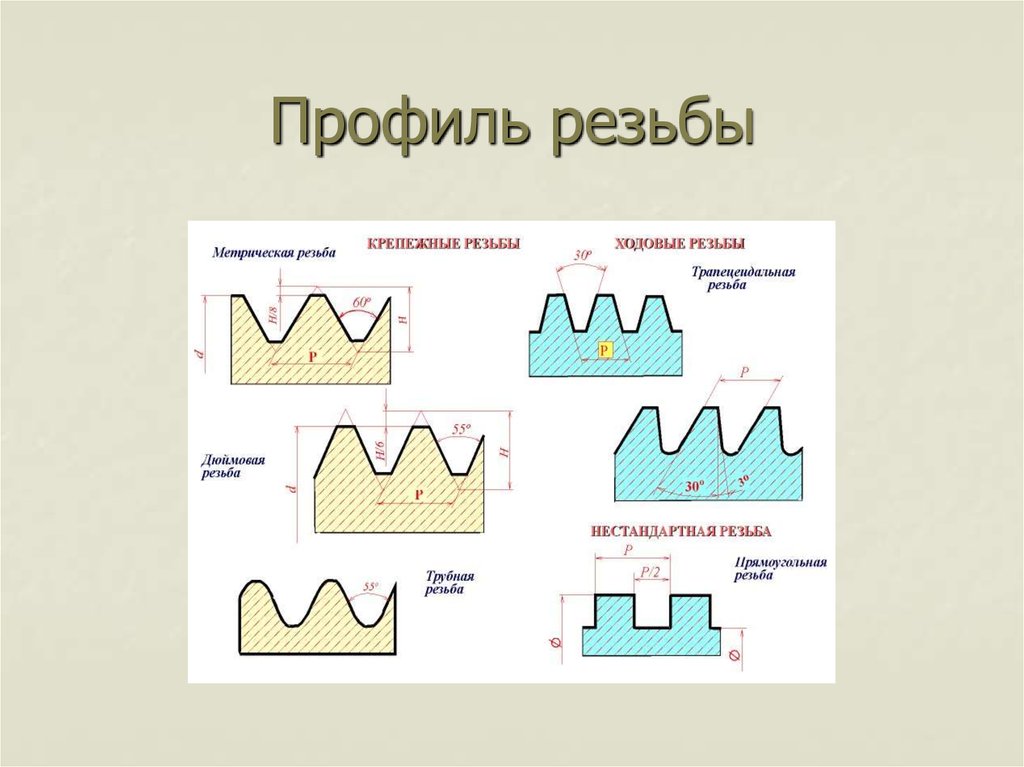
 Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ — 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
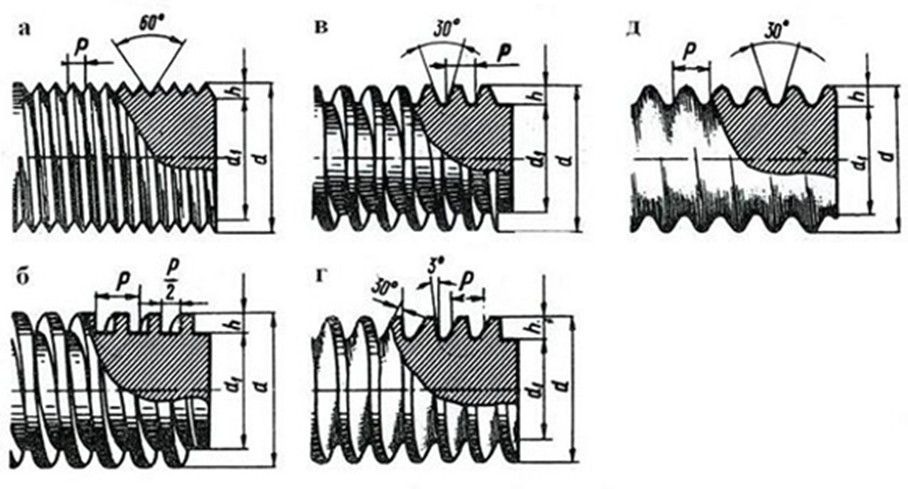
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.
Нарезание многозаходной резьбы на токарном станке.
Резьбы бывают как однозаходные так и многозаходные. Многозаходная резьба изготавливается согласно ГОСТ 24739-81 и имеет прапецеидальный профиль, также встречаются эвольвентные и метрические многозаходные резьбы, но они не гостированны. Для лучшего понимания процесса нарезания многозаходной резьбы углубимся в теорию. Для многозаходной резьбы вводят такое понятие как «Ход резьбы» — PH. Расстояние между одноименными точками одного и того же витка, называется ход резьбы PH (см рис 2, рис 3).
PH=P*Z
где P — шаг резьбы, Z — число заходов.
Есть несколько методов нарезания многозаходной резьбы. Рассмотрим один, самый доступный и достаточно точный метод. Метод заключается в перемещения резца в продольном направлении верхними салазками суппорта токарного станка.